Auftriebskraft
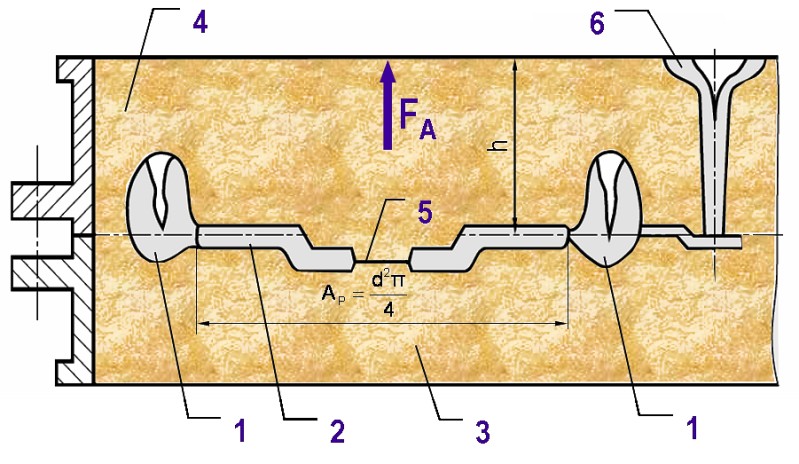
Auftrieb der Schmelze auf den Oberkasten bzw. Auftriebskraft der Kerne durch die verdrängte Schmelze.In Schmelzen pflanzt sich der Gießdruck nach allen Seiten gleichmäßig fort („hydrostatisches Paradoxon“). Bei horizontal geteilten Formen, wie z. B. bei den Formkästen der Maschinenformerei, wird dadurch die obere Formhälfte druckbeaufschlagt. Die Auftriebskraft FA gegen den Oberkasten gemäß Bild 1 bei steigendem Guss beträgt nach Glg. 1:
Glg. 1:
Hierbei ist Ap die in der Formteilung gegen den Oberkasten projizierte Fläche des Gussstücks, h die Oberkastenhöhe, ρl die Dichte der Schmelze, g die Fallbeschleunigung und h die Höhe des Oberkastens. Die Formkästen müssen daher beim Gießen beschwert werden (s. Beschwereisen).
Der Druck gegen den Oberkasten wird bei Gussstücken mit Kernen durch deren Auftrieb (Kernauftrieb) noch zusätzlich erhöht. Jeder in eine Schmelze eintauchende Kern erfährt nach dem Archimedischen Prinzip eine senkrecht nach oben gerichtete Auftriebskraft. Diese Kernauftriebskraft FK entspricht exakt der Gewichtskraft des durch den Kern verdrängten Schmelzevolumens und wird über die Kernlager in der Regel ebenfalls in die obere Formhälfte eingeleitet (Glg. 2). Die Dichte des Kernmaterials spielt dabei keine Rolle.
Glg. 2:
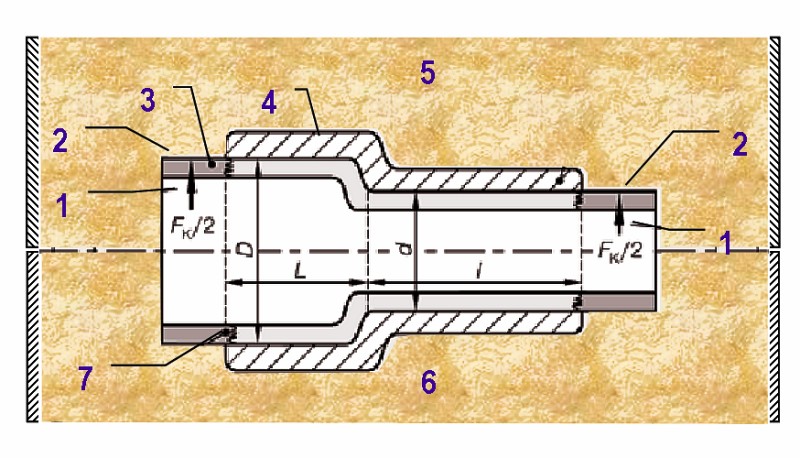
Nach Bild 2 wir die Kernauftriebskraft FK für eine Büchse berechnet.
Das für den Auftrieb wirksame Kernvolumen VK wird nach Glg. 3 berechnet.
Glg. 3:
D. h. das Volumen ist die Summe beider Zylindervolumen ohne die Kernlager, die in den ausgeformten Kernmarken der Ober- und Unterformhälften die maßgenaue Lagerung des Kerns ermöglichen. Die Auftriebskraft nach Glg. 4 wird bei horizontal geteilten Formen über die beiden Kernlager in den Oberkasten eingeleitet.
Glg. 4:
Die Kernlager in Bild 2 sind in ihrer Länge auf die Kernfestigkeit abgestimmt worden. Bei zu geringer Wanddicke oder zu kurzen Kernlagern besteht die Gefahr des Aufschwimmens bzw. Abscherens des Kerns während der Erstarrung.
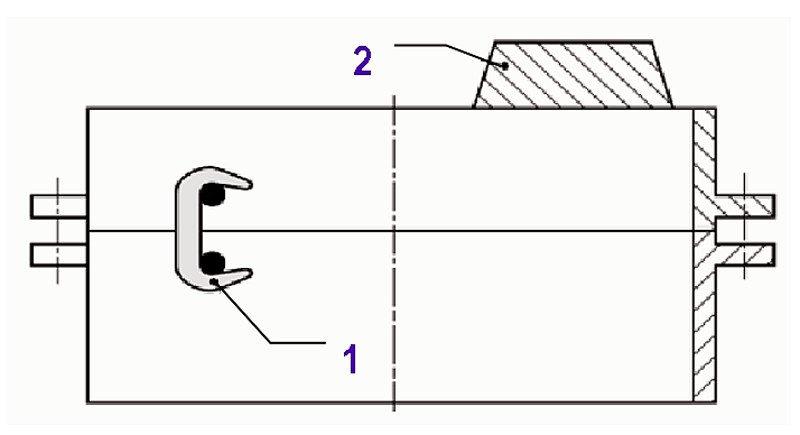
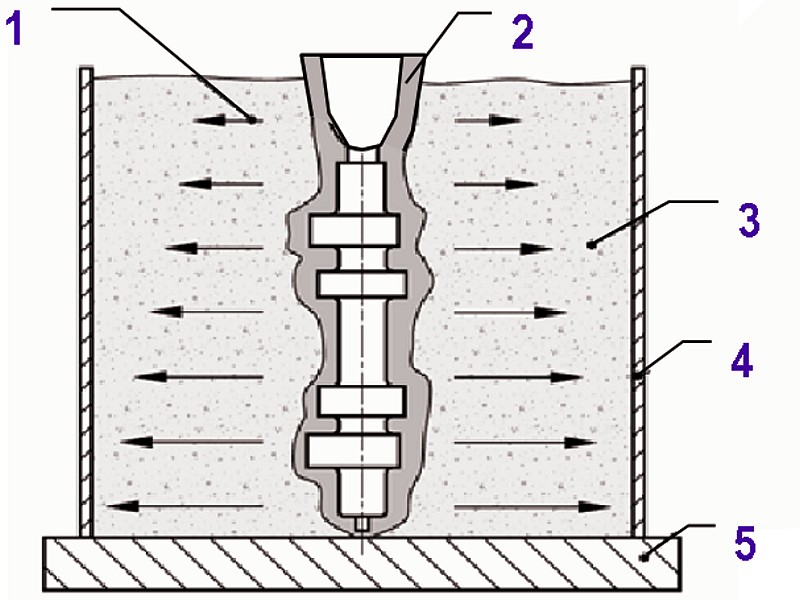
In horizontal geteilten Formen ist ein Gießen und ungestörtes Erstarren nur dann möglich, wenn der Gießdruck und der Auftrieb durch das Beschweren oder das Verklammern des Oberkastens mit dem Unterkasten (Bild 3) abgefangen werden. In senkrecht geteilten Sandformen muss der seitlich wirksame Gießdruck, wie in Bild 4 gezeigt, durch ein Verklammern, Verkleben und/oder mit Hilfe von zusätzlichem Hinterfüllen, d. h. Abstützen der Formhälften mit Formstoff, Drahtkorn oder Gusskies, abgefangen werden.
Bei den Dauerformverfahren ist die Formzuhaltekraft der Kokillenhälften i. d. R. so groß, dass diese Maßnahmen entfallen können.