Ballenabrisse
Ballenabrisse können bei allen bentonitgebundenenSandformen, unabhängig vom Formgrundstoff, vom Werkstoff und vom Gießverfahren auftreten. Vor allem bei zu tiefen Ballen und ungünstigen Tiefen/Breiten-Verhältnissen sowie an zu hoch verdichteten Formstoffen werden diese Fehler beobachtet. Der Einfluss des Formverfahrens bzw. der Formanlage ist hierbei erheblich.
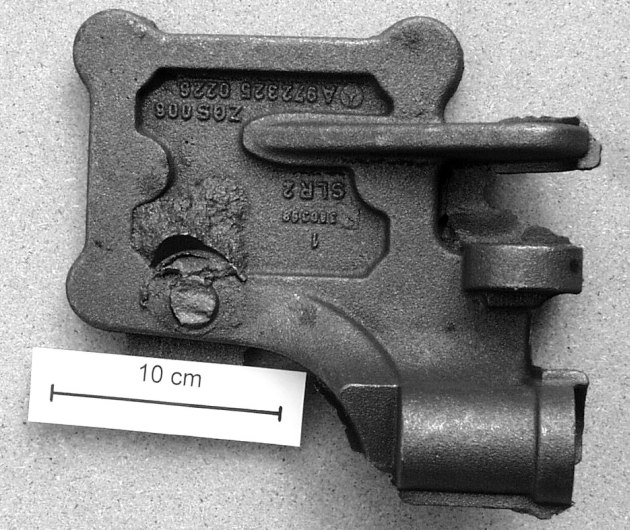
Häufig wird ein ganzer Einschluss des abgerissenen Formenteiles im Gussstück in Form eines massiven gratartigen metallischen Auswuchses von unregelmäßiger Gestalt wieder gefunden. Die eigentlich durch den Ballen vorgeformte Öffnung wird dabei von dem Metall völlig verschlossen (Bilder 1 und 2). Der Fehler ist natürlich mit freiem Auge sichtbar und führt zum Ausschuss des Gussstückes.
Ballenabrisse treten dann auf, wenn der Trennwiderstand des Ballens größer als seine Grünzugfestigkeit ist. Auch wenn die Plastizität des Formstoffes nicht ausreichend ist, entstehen Ballenabrisse beim Formen, beim Zulegen der Form und beim Kerneinlegen. Besonders beim Abheben der Form von der Modelleinrichtung können bei ungenügenden plastischen Eigenschaften des Formstoffes und/oder bei fehlerhaftem, z. B. ungleichmäßigem Abheben des Formteiles und damit als Folge durch ein zu großes Kippmoment im Ballen, Ballenanrisse entstehen, die visuell nicht erkennbar sind. Dieser angerissene Bereich hält dem Gießdruck und der Gießtemperatur nicht mehr stand und wird in den Formhohlraum gespült.
Einen weiteren Einfluss übt die Fließfähigkeit des Formstoffes beim Füllen der Kastenteile aus. Schlechte Fließfähigkeit, die hier gleichbedeutend mit schlechter Formkastenfüllung behandelt wird, und die zwangsläufig darauf folgenden Verdichtungsungleichmäßigkeiten können sich auf den Fehler äußerst negativ auswirken.
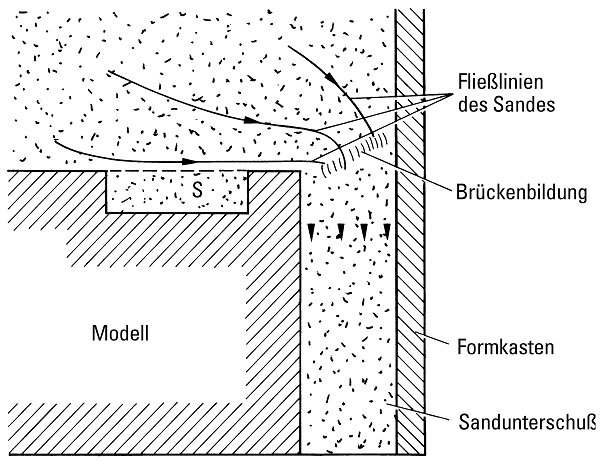
So kann infolge schlechter Fließfähigkeit ein Sandunterschuss entstehen (Bild 3). Wegen dieses Sandunterschusses entsteht in der letzten Phase der Verdichtung eine Fließbewegung des Sandes (schematisch in Bild 3 durch Fließlinien dargestellt) und parallel zur Modellfläche werden durch diese Fließbewegungen im Querschnitt S Schubspannungen oder Scherbrüche erzeugt. Beim Entformen bricht der Sandballen ab.
Zunehmende Verdichtung des Formstoffes führt aber ebenfalls zu Problemen beim Trennen des Modells von der Form. Die mehr oder weniger eingeschlossenen Formteile werden stärker in den Modellen oder zwischen Modell und Kastenwand eingeklemmt. Diese Trennkräfte sind sehr erheblich und stellen während des Trennens hohe Anforderungen an die mechanischen Eigenschaften des Formstoffes, besonders sollte der Sand eine hohe Grünzugfestigkeit aufweisen, um das Ziehen des eingeklemmten Formballens zu ermöglichen.
Wird das Modell außerdem nicht parallel von der Form getrennt (Bild 4), stellt dieser Vorgang ebenfalls hohe Anforderungen an die Plastizität des Formstoffes. Die Möglichkeit des Kippens während der Trennung von Modell und Form kann in der Praxis als Folge von Führungsspiel der Formkastenbuchsen/Formkastenstifte, falscher Maschineneinstellung und Formkastenveränderungen vorkommen. Eine Verbesserung des Kippwinkels – bei gegebener Dichte – wird durch Maßnahmen erreicht, welche die Plastizität des Sandes verbessern, z. B. durch eine Erhöhung der Bentonit- und Feuchtigkeitsgehalte. Es ist aber immer darauf zu achten, dass vor allem höhere Feuchtigkeit die Fließfähigkeit des Formstoffes verschlechtert. Demzufolge ist zur Verbesserung der Trenneigenschaften eine Bentoniterhöhung besser geeignet.
Dies ist auch einer der Gründe für die Tendenz der letzten Jahre, vor allem aber seit dem Einsatz von Formanlagen mit höheren Verdichtungsintensitäten, Formsande mit höheren Bentonitgehalten einzusetzen. Ein wichtiger Vorteil des höheren Bentonitgehaltes ist die ausreichende Plastizität des Sandes bei verhältnismäßig geringen Wassergehalten. Voraussetzung ist hierbei jedoch eine optimale Aufbereitung des Formstoffes.
Eine im Verhältnis zur entwickelten Klemmkraft höhere Grünzugfestigkeit ermöglicht es, verhältnismäßig hohe Sandballen zu ziehen. Bei zunehmender Verdichtung wächst die Klemmkraft stärker an als die Grünzugfestigkeit, deshalb steigt die Neigung zu Formenbruch mit steigendem Verdichtungsdruck.
Weil Pressdrücke meist auf die Formteile mit niedriger Dichte abgestimmt werden, ist es notwendig, eine optimale Sandverteilung im Formkasten zu gewährleisten, damit zu hohe Pressdrücke vermieden werden. Auf eine Verwendung von Trennmitteln ist in jedem Fall zu achten, wobei möglichst solche eingesetzt werden sollten, welche Gleitstoffe enthalten, damit die Reibung an der Trennfläche Modell/Form auf ein Minimum beschränkt wird. Warmer Sand verstärkt die Klebeneigung und damit das Auftreten von Formenbruch.
Maßnahmen zur Vermeidung:
1. Optimale Formstoffaufbereitung, d. h. bestmögliche Dispergierung (Aufschließung) des Bentonits bei möglichst geringem Wassergehalt anstreben, dadurch
2. Fließfähigkeit des Formstoffes verbessern und
3. Plastizitätseigenschaften des Formstoffes optimieren.
4. Bentonite mit möglichst hohem Montmorillonitgehalt einsetzen.
5. Bei Eisengusswerkstoffen gegebenenfalls den Zusatz kohlenstoffhaltiger Produkte erhöhen.
6. Trennmittel zur Verminderung der Klemmkräfte zwischen Modell/Form einsetzen.
7. Auf gleichmäßige Formstoffverteilung im Formkasten achten.
8. Pressdruck der Formanlage überprüfen und möglicherweise reduzieren, vor allem aber zu hohe örtliche Pressdrücke vermeiden.
9. Abheben der Form überprüfen und gegebenenfalls verbessern (parallel abheben).
10. In der Einzelfertigung, bei großen hängenden Ballen, Sandhaken setzen.