Form-Füll-Control-Sensor
Kavitätssensor für den Einsatz im Druckgießverfahren, welcher am Schusskolben befestigt wird und die Geschwindigkeitsänderungen des Kolbens während des Einpressvorganges - während der Vorlaufphase und Formfüllphase - aufzeichnet.
Einer der Problembereiche beim Druckgießen ist das Zusammenspiel von Gießkammer, Gießkolben und Formfüllung. Die Vorgänge sind messtechnisch außerordentlich schwierig zu erfassen, zudem können die Probleme praktisch nicht vermieden, allenfalls minimiert werden. Zu den Problemen gehören:
- die während des Gießprozesses aufgrund von thermischen und mechanischen Belastungen veränderten Geometrie der Gießkammer mit erheblichen Gießkammerbewegungen
- das Einschließen von Luft- und Gießgasen durch die Schmelze aufgrund der Einstellung der Gießkolbenbewegung in der Vorlaufphase
- die Abkühlung und teilweise Erstarrung der Schmelze in der Gießkammer durch Wärmeabfuhr über die Gießkammer und den Gießkolben
- der in der Gießkammer erstarrte Anteil der Schmelze steht für die Formfüllung nicht zur Verfügung. Vorerstarrte Bereiche verschließen Teile des Anschnittes, so dass nur ein Teil des Anschnittes für die Formfüllung wirksam ist
- der erstarrte Anteil der Schmelze in der Gießkammer steht vor allem für die Nachspeisung des Schwindungsvolumens bei der Abkühlung im Formhohlraum und beim Übergang flüssig/fest nicht zur Verfügung, Lunker im Gussteil sind die Folge
Die Firma Electronics GmbH stellt seinen Kunden den weiterentwickelten Form-Füll-Control-Sensor (FFCS) zur Verfügung (Bild 1). Hiermit besteht erstmalig ein Sensor, der eine direkte Verbindung zum Formfüllvorgang herstellt und somit in hohem Maße zu einer Qualitätsverbesserung führt. Es handelt sich um einen Sensor der am Schusskolben befestigt wird. Er übermittelt während des Formfüllvorganges proportionale Signale, die durch den Staudruck bei der Überwindung der in der Form befindlichen geometrischen Gegebenheiten entstehen. Der Sensor ist von hoher Empfindlichkeit und reagiert dadurch auf die kleinsten Geschwindigkeitsänderungen. Daraus kann ein spezifischer "Fingerabdruck" der Form gewonnen werden. Mit dem Einsatz des FFCS können folgende Gegebenheiten registriert und Fehlerursachen vermieden werden:
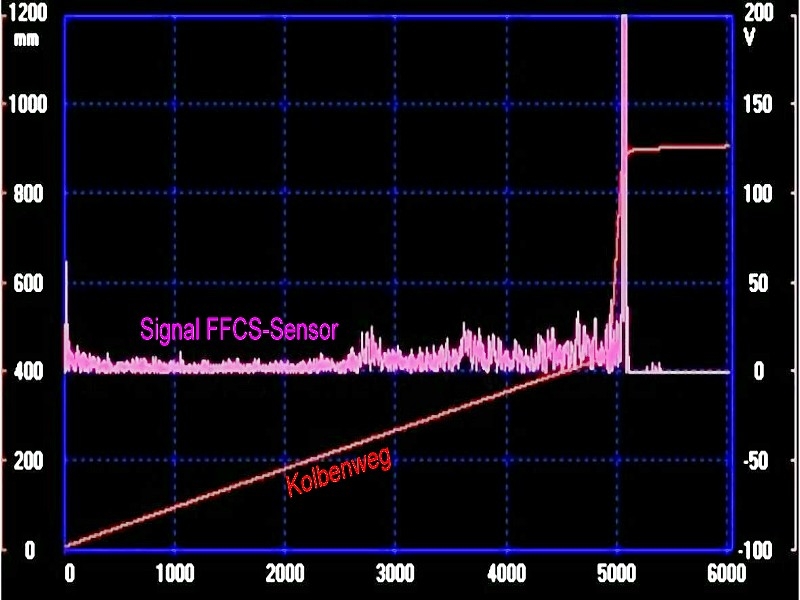
1. Ruckartiges Anfahren und Wellenbildung in der ersten Phase (rauschender Signalverlauf in Bild 2)
2. Ungewollte Geschwindigkeitsveränderungen in der ersten Phase
3. Kolbenklemmer
4. Kolbenbeschleunigung bei Metall vor dem Anschnitt
5. Hohe Staudrücke infolge von Turbulenzen (Lufteinbindung)
6.Vorzeitiges Erstarren des Metalls während der dritten Phase
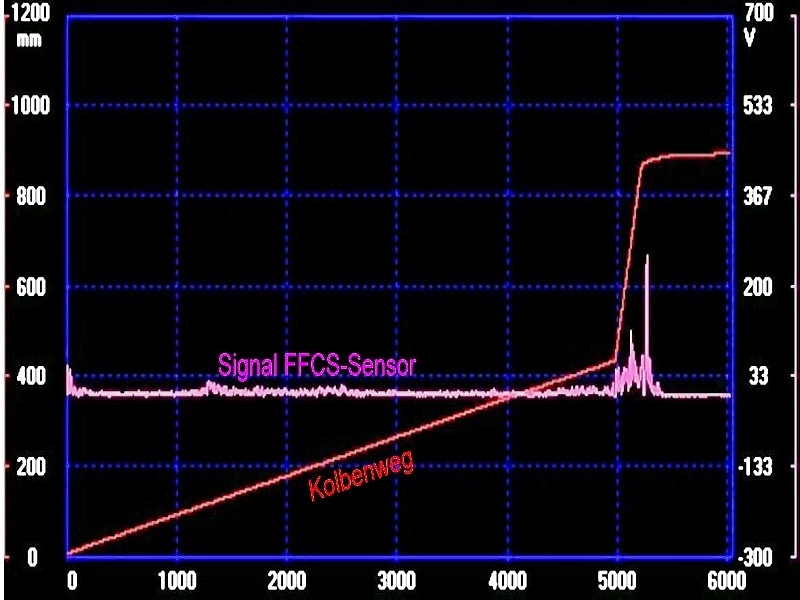
Die Information über diese Unregelmäßigkeiten gibt dem Gießer nun die Möglichkeit, gezielt seinen Einpressvorgang abzuändern, um eine harmonischere Formfüllung zu erreichen (ruhiger Verlauf des FFCS-Signals in Bild 3).
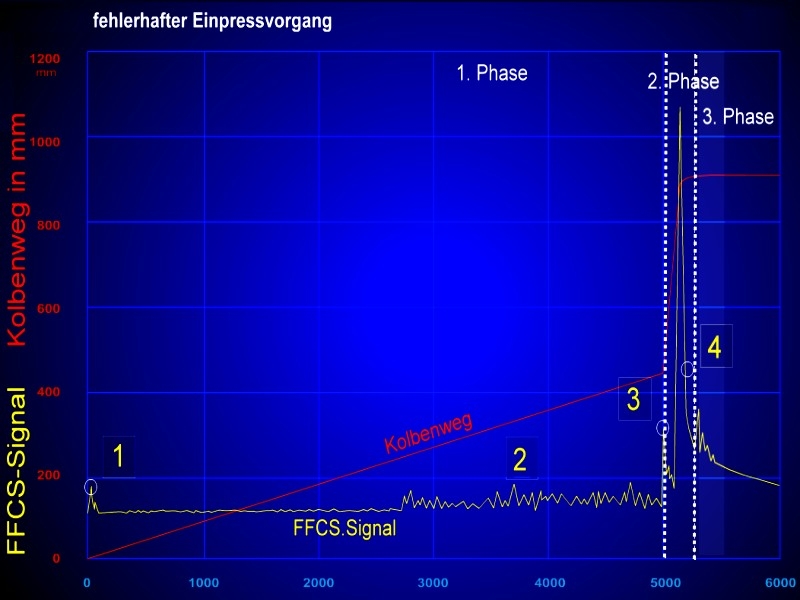
Auch bei diesen Sensoraufzeichnungen werden mit 4 bis 5 kHz hohe Abtastraten verlangt und ermöglicht. Die Interpretation des FFCS-Signals eines fehlerhaften Einpressvorganges geht aus Bild 4 hervor, die Auswertung der Signale eines korrekten Einpressvorganges sind aus Bild 5 ersichtlich.
Weiterführende Stichworte:
Forminnendruck-Sensor
Luftfeuchtesensor
Luftmengensensor
Metallfront-Kontaktsensor
Metallfront-Temperatursensor
Multi-Airpipe-Sensor-System
Restgassensor
Schallsensor
Vakuumsensor