Impfen
Zusatz einer Legierung, die Fremdkeime für die eutektischeErstarrung in die Schmelze einbringt. Dies geschieht vorzugsweise kurz vor oder während des Gießens.
Die Einstellung eines günstigen Keimzustandes bewirkt neben der gezielten Grafitausscheidung (Anzahl, Größe, Grafitform) auch die Einstellung des gewünschten Grundgefüges (Förderung der Grauerstarrung und Verhinderung einer ledeburitischen Weißeinstrahlung, s .a. Metallische Grundmasse von Gusseisen, Gefügeausbildung von Gusseisen) und damit der gewünschten Eigenschaften.
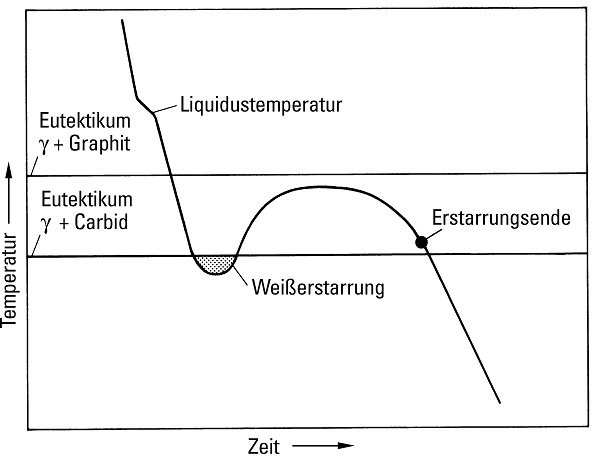
Der Impfzusatz bewirkt in erster Linie eine Erhöhung der Keimzahl und damit eine Vermehrung der eutektischen Körner, so dass eine Unterkühlung unter die metastabile Gleichgewichtstemperatur und damit die Bildung von Unterkühlungsgrafit (siehe D-Grafit) und ledeburitischer Karbide unterbleibt (Bilder 1a bis 1d).
Die Impfung ist in der Praxis gleichzusetzen mit einem Spätzusatz eines hochsiliziumhaltigen Stoffes, der sich rasch auflöst und lokal eine hohe Siliziumkonzentration in der Schmelze erzeugt. Dazu ist es notwendig, den Zusatz auf einmal einzuführen.
Die Impfung bewirkt in erster Linie ein Ungleichgewicht in der Silizium-Verteilung der Schmelze, eine "Si-Wolke", welche zusätzlich die Ausbildung des Austenit-/Grafit-Eutektikums fördert. Die langsame gleichmäßige Verteilung der "Si-Partikelwolke" in der Schmelze verursacht im praktischen Betrieb die Absteh- oder Abklingeffekte (Fading). Er besteht darin, dass einerseits die Teilchenzahl verringert wird, aber viel wichtiger ist, dass die "Si-Partikelwolke" als Folge der Diffusion verschwindet. Die Triebkraft für die Ausscheidung geht gegen Null und die Teilchen sind, obwohl vorhanden, wegen ihrer zu geringen Größe unwirksam. Deshalb ist es auch bei Gusseisen mit Kugelgrafit besonders wichtig, die Impfung möglichst kurz vor dem Vergießen vorzunehmen. Die heterogene "Si-Partikelwolke" muss erhalten bleiben.
Die keimwirksame Impfung besteht aus einem Zusatz einer Legierung, die Fremdkeime für die eutektischeErstarrung einbringt. Diese Speziallegierungen enthalten neben Silizium meist Elemente, die zu Sauerstoff und Stickstoff besonders hohe Affinitäten besitzen und nach dem Zusatz Ausscheidungen in der Schmelze bewirken. Diese Legierungen haben ihre größte Wirkung, wenn sie bei möglichst niedrigen Temperaturen kurz vor oder während des Gießvorganges zugegeben werden. Während Grafit, Silizium und Al-freies Ferrosilizium als Legierungselemente kaum Einfluss haben, sind speziell entwickelte Impflegierungen hoch wirksam.
Die gebräuchlichsten Impfmittel sind durchwegs auf Ferrosilizium (FeSi) Basis aufgebaut und enthalten Beimengungen von Elementen mit hoher Affinität zu Sauerstoff und/oder Schwefel: Kalium, Aluminium, Barium, Strontium, Zirkon, Wismut, Cer und Seltene Erden.
Einige impfwirksame Bestandteile der Impfmittel sind "natürliche" Bestandteile im FeSi, insbesondere das Ca und Al, welche durch die Rohstoffe in das FeSi gelangen. Das sog. "lmpf-FeSi 75" ist ein FeSi75 mit für eine lmpfwirkung ausreichend hohen Ca- und Al-Gehalten. Die komplex legierten "Spezialimpfmittel" enthalten höhere Gehalte oder zusätzliche Elemente, wie Ba, Sr, Zr, Bi, SE (Seltenerden), deren Zusammensetzung nicht nur hinsichtlich lmpfwirkung, sondern auch zur Beeinflussung der Grafitform formuliert ist.
Es gibt auch lmpfmittel auf FeSi-Basis mit Grafitzusätzen, durch welche zusätzlich zu den entstehenden Oxiden, Grafitkeime in die Schmelze eingebracht werden.
Die Wirkung der Impfbehandlung ist temperaturabhängig und zeitlich begrenzt. Damit werden auch die Einflüsse der Kristallisationszeiten verständlich. Während die üblichen Wanddickenbereiche von Seriengussteilen von 8 bis 25 mm in Minuten erstarren, kann die Kristallisation von dickwandigen schweren Gussstücken ab etwa 80 mm Wanddicke Stunden betragen. Diese Zeitunterschiede bedeuten bei den größeren Gussstücken ein stärkeres Abklingen des Impfeffektes und damit die Verminderung von wachstumsfähigen Zentren und eine größere Kristallisationszeit für die eutektischen Körner. Beides hat zur Folge, dass im Großguss geringere Kugelzahlen und größere eutektische Körner zu beobachten sind.
Durch das Wegfallen nennenswerter Abklingzeiten und die niedrigere Schmelzetemperatur beim Spätimpfen liefern die Spätimpfverfahren ein optimales Impfergebnis bei gleichzeitig minimalen Impfmittelzusätzen. Die maximale Impfwirkung einer Spätimpfung ist in der Regel mit Pfannenimpfung nicht erreichbar, mittels Spätimpfung können auch dünnste Wanddicken karbidfrei mit maximaler Kugelzahl hergestellt werden. Die in der Praxis angewandten wirkungsvollsten Spätimpfverfahren sind die Gießstrahl- und die Formimpfung. Dabei wird das Impfmittel genau dosiert beim Abguss in den Gießstrahl geblasen oder - ähnlich wie beim Inmold-Verfahren - in die Form eingelegt und durch das flüssige Eisen aufgelöst.
Einfluss auf die Grafitausbildung
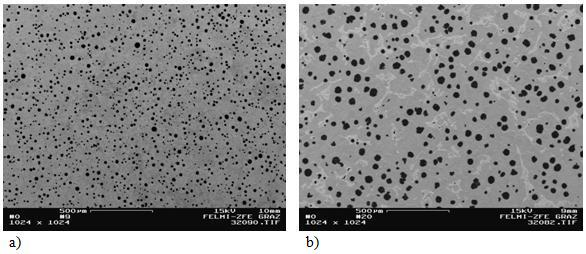
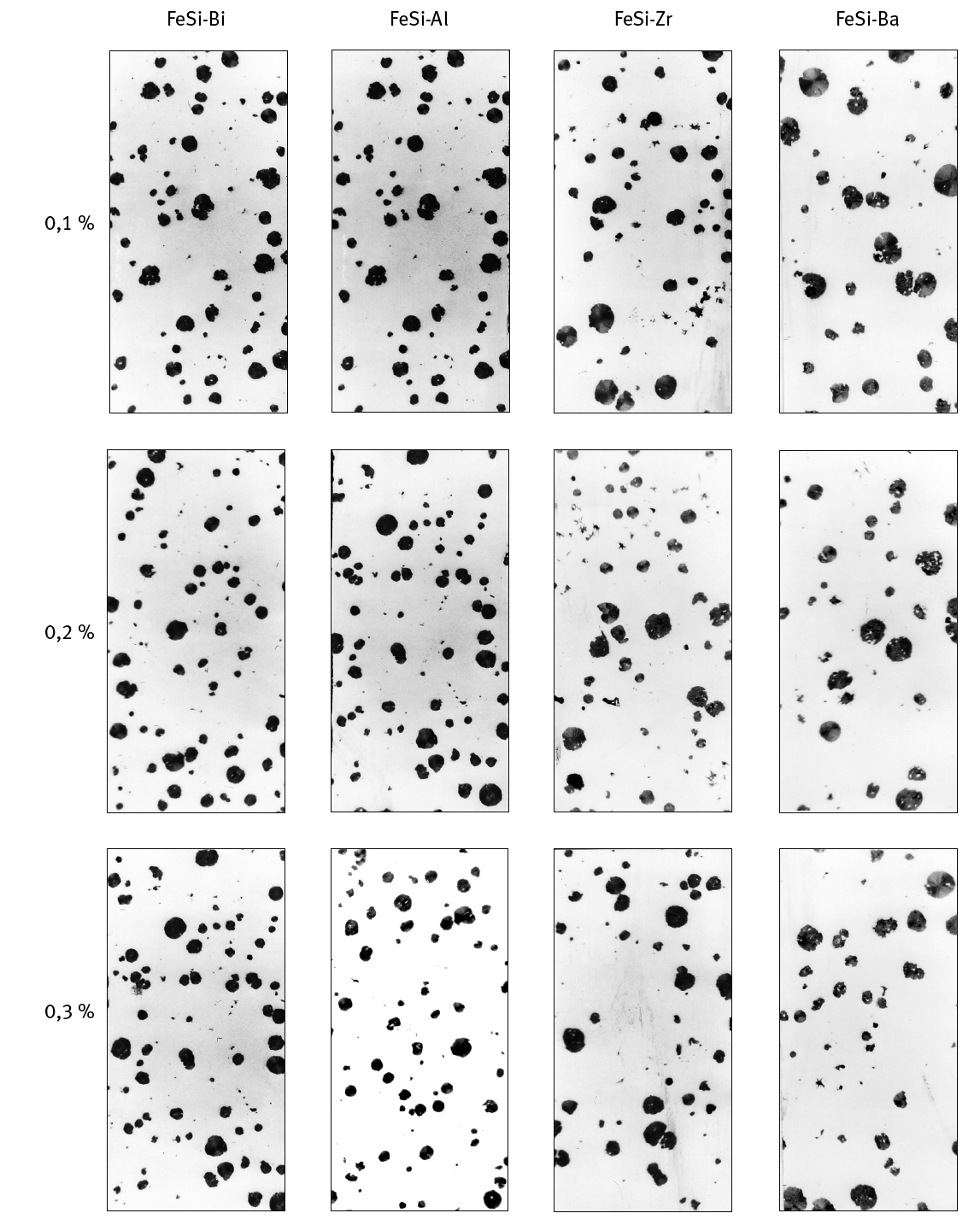
Die Impfung nimmt über den Keimhaushalt der Gusseisenschmelze Einfluss auf die Zahl, Größe und zum Teil auch die Form der Grafitausscheidungen. Bei gleichen Abkühlungsbedingungen (Wanddicke) hat gut geimpftes Eisen prinzipiell eine höhere Kugelzahl als schlecht geimpftes Eisen, wie in Bild 2 gezeigt wird.
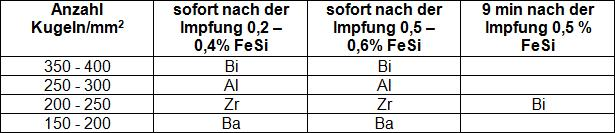
Allerdings muss bemerkt werden, dass bei gleicher Wanddicke und gleicher Impfmittelmenge die spezifische Kugelzahl weniger von der Zugabemenge, sondern hauptsächlich vom Impfmitteltyp bestimmt. FeSi-Bi ergibt die höchste Kugelzahl, gefolgt von FeSi-Al, FeSi-Zr, und FeSi-Ba. In Bild 3 sind die Kugelzahlen für die verschiedenen lmpfmittel und Zugabemengen sofort nach der Impfung bei Gussteilwanddicken von 10 mm verglichen und in der Tabelle 1 zusammengefasst.
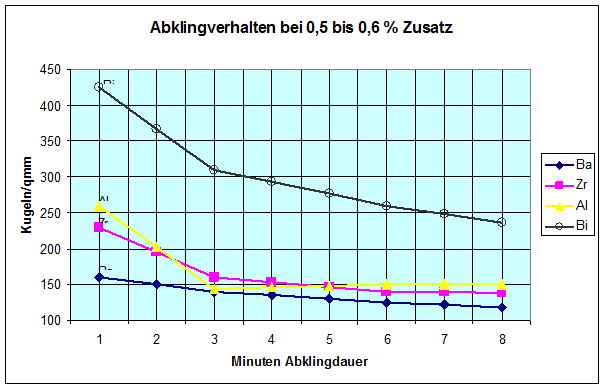
Bild 4 zeigt die Abnahme der Kugelzahl über die Abklingdauer. Hinsichtlich Kugelzahl findet der stärkste Abklingeffekt in den ersten 3 Minuten nach der Impfung statt, danach nehmen die Kugelzahlen nur noch vergleichsweise wenig ab. Bei hohen Schmelzgewichten wird der Abklingeffekt noch deutlich langsamer. Sofort nach der Impfung vorhandene Unterschiede zwischen den lmpfmitteln sind nach dem Abklingen nur noch verhältnismäßig gering. Nur FeSi-Bi hebt sich dann noch deutlich von den anderen Impfmitteln ab.
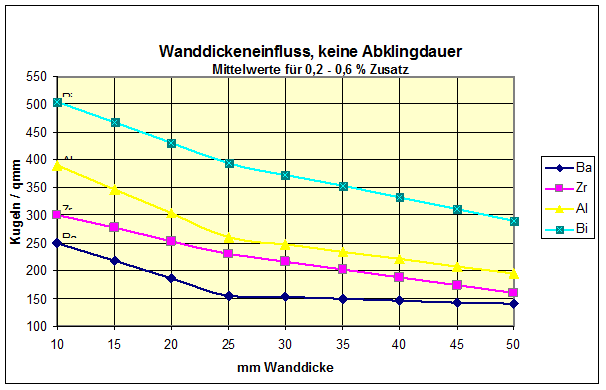
Bild 5 zeigt den Wanddickeneinfluss auf die spezifische Kugelzahl anhand der Ergebnismittelwerte sofort nach der Impfung. Die spezifische Kugelzahl ist bei FeSi-Bi immer ca. 1,5 bis 2 Mal höher als bei den anderen Produkten, allerdings kann in dickwandigen Teilen FeSi-Bi die Nodularität beeinträchtigen.
Einfluss auf das Grundgefüge
Gusseisen mit Kugelgrafit würde, wegen seiner grundsätzlich stärkeren Unterkühlungsneigung durch den Mg-Gehalt im ungeimpften Zustand meist meliert erstarren. Bei GJS wird die Grauerstarrung erst durch die Impfung herbeigeführt, die spezifische Kugelzahl erhöht und die Nodularität verbessert.
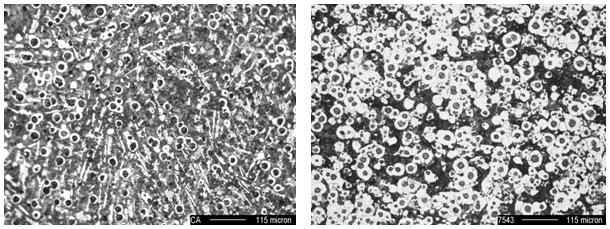
In Bild 6 ist zur Veranschaulichung das Impfergebnis nach einer 0,2 %-igen Pfannenimpfung nach der Magnesiumbehandlung während des Umschüttens in die Gießpfanne und nach einer zusätzlichen Formimpfung bei Gusseisen mit Kugelgrafit verglichen: Die Y0-Probe war nach der Pfannenimpfung meliert (ca. 30 % Karbide), mit einer Härte von 240 bis 290 HB. Die zusätzliche Formimpfung hat die Karbidbildung in der Y0-Probe völlig verhindert, die Härte beträgt nur mehr 180 HB. Durch die starke Erhöhung der spezifischen Kugelzahl durch die Formimpfung wurde der Perlitanteil von rd. 80 % auf ca. 35 % reduziert. Dadurch und durch die Verhinderung von Karbiden wurde die Bruchdehnung im Zugversuch deutlich erhöht.
Aber auch in mittel- bis dickwandigen Teilen wird die Gefügeausbildung durch eine Spätimpfung maßgeblich verbessert, sie ist bei dickwandigen Gusseisen mit Kugelgrafit (neben Anlegen von Kühlkokillen) praktisch die einzige Möglichkeit, die spezifische Kugelzahl zu erhöhen. Durch eine hohe spezifische Kugelzahl werden auch unerwünschte Seigerungserscheinungen, Korngrenzenkarbide und Grafitentartungen minimiert.
Weiterführende Stichworte:
Impfdraht, Impfkörper, Langzeitimpfmittel
Impfmitteleinschlüsse