Karbid
Karbide können als Fehler bei allen Eisen-Kohlenstoff-Legierungen während der Erstarrung, in Abhängigkeit der chemischen Zusammensetzung und der Wanddicke (Abkühlungsgeschwindigkeit), unabhängig vom Formverfahren und Gießverfahren auftreten. Karbideinschlüsse machen sich durch schlechte Bearbeitbarkeit bei hohem Werkzeugverschleiß bemerkbar. Außerdem werden durch Karbideinschlüsse die mechanischen Eigenschaften, vor allem aber die Zähigkeitseigenschaften des Werkstoffes verschlechtert. Sie sind am metallografischen Schliff, in der Regel nach einer Ätzung (s. Ätzen) sichtbar.Karbide sind Metall-Kohlenstoff-Verbindungen, z. B. Zementit Fe3C (Eisenkarbid), häufig als Doppelkarbid (ternäre Verbindung des Kohlenstoffs mit zwei Metallen z. B. Fe3W3C), als Mischkarbid (einzelne Fe-Atome sind hier durch Atome der Legierungselemente z. B. (Cr, Fe)3C; (Fe, Mn)3C oder (Cr, Fe)7C3 oder als Sonderkarbid (eutektische und sekundäre Mischkarbide des Typs M7C3) vorliegend.
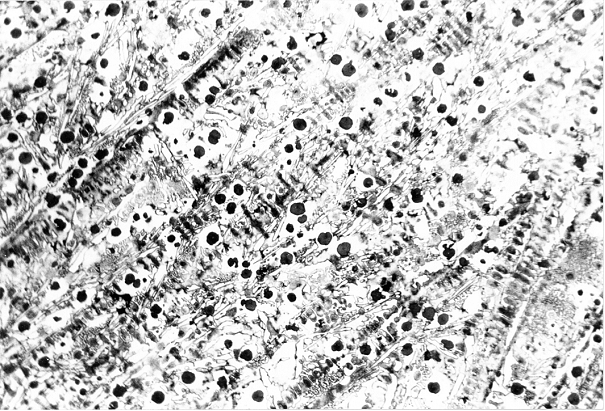
Die häufigste Form der Karbidbildung in realen Gussteilen besteht in der als Kantenhärte in dünnen Querschnitten bekannten Weißerstarrung (Bild 1) und in der Korngrenzenkarbidbildung in dickeren, langsam abkühlenden Wanddickenbereichen. Ein Phänomen ist die umgekehrte Weißerstarrung.
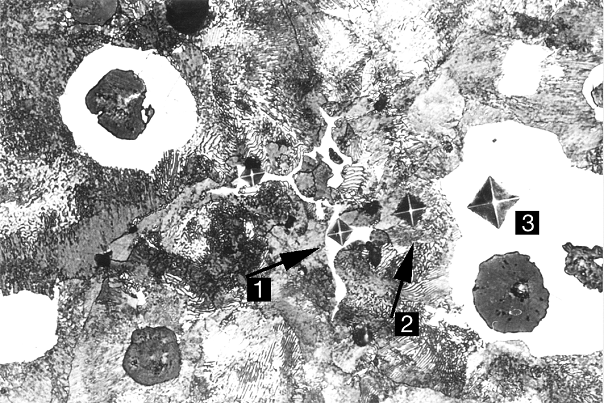
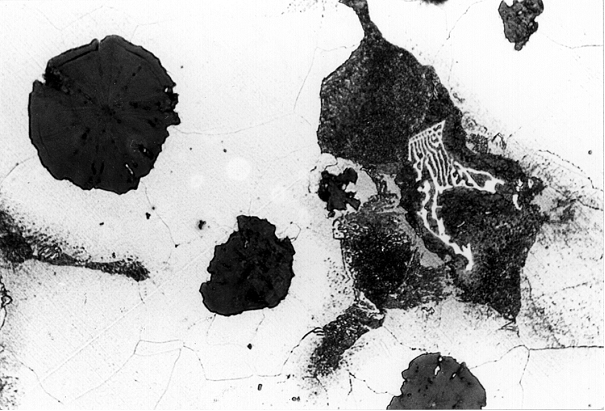
Je nach Entstehungsursache liegen sie beispielsweise "faserförmig" über dem gesamten Querschnitt verteilt (Kantenhärte), als "Zwickel" in der zuletzt erstarrten Schmelze (Korngrenzenkarbid) (Bild 2), als „würfel- oder quaderförmige“ Einschlüsse (Titankarbid) (Bild 3) oder auch als "Chinesenschrift" (molybdän- und vanadiumreiche Mischkarbide) (Bild 4) vor. Nicht alle Karbide lassen sich durch eine Wärmebehandlung (Karbidzerfallsglühung) vollständig beseitigen.
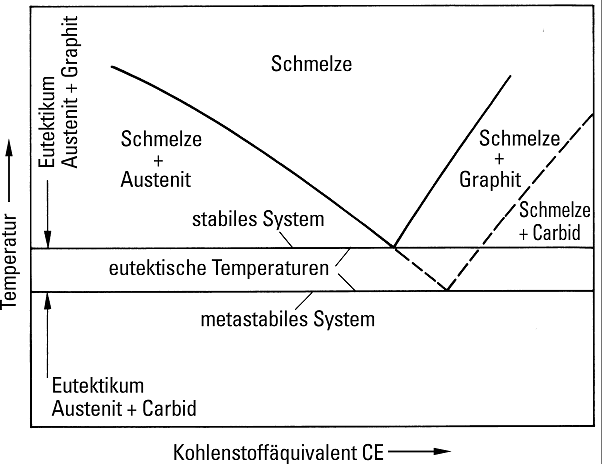
Für Gusseisen gibt es zwei Arten der Erstarrung: die eutektische Reaktion nach dem stabilen System Eisen-Grafit und jene nach dem metastabilen System Eisen-Eisenkarbid (Zementit). Die eutektische Temperatur der Eisen-Grafit-Reaktion liegt um einiges höher als die der Eisen-Zementit-Reaktion (Bild 5). Die Schwierigkeiten, die mit der Keimbildung der Grafitphase bestehen, haben jedoch meist eine mehr oder minder ausgeprägte Unterkühlung unter die eutektische Temperatur des stabilen Systems zur Folge.
Bei hoher Abkühlungsgeschwindigkeit kann das Eisen bis unter die Temperatur des metastabilen Systems Eisen-Zementitabkühlen, so dass sich Eisenkarbid (Fe3C) zu bilden vermag; dies trifft vor allem in dünnen Querschnitten und Gussstückkanten zu. Wird bei der eutektischen Reaktion viel Wärme frei, kann die Temperatur der Restschmelze wieder über die Temperatur des metastabilen Systems steigen, was die karbidbildende eutektische Reaktion stoppt und damit die Tiefe der Weißerstarrung bzw. Weißeinstrahlung begrenzt. Ein solches Eisen kann dann weiter vollständig innerhalb des Intervalls zwischen beiden eutektischen Temperaturenerstarren, wie es die hypothetische Abkühlungskurve in Bild 6 darstellt, und man erhält ein meliertes, weiß/grau erstarrtes Gefüge.
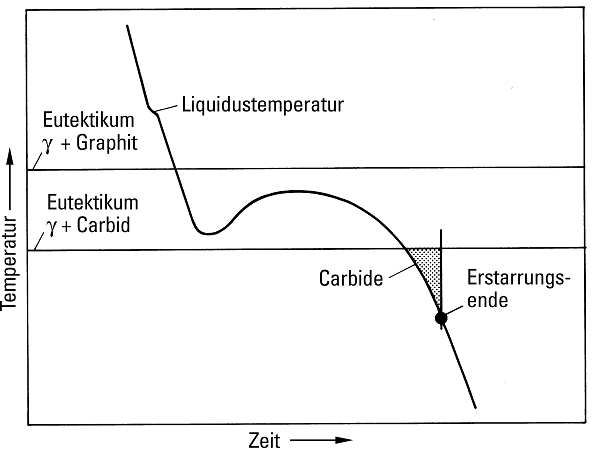
Karbide entstehen aber nicht nur im ersten Stadium des Erstarrungsprozesses, wenn sie zu Weißerstarrung bzw. Weißeinstrahlung führen, sondern auch im späteren Verlauf des Erstarrungsvorganges. Mit fortschreitender eutektischer Erstarrung wird in der Regel genügend Wärme frei, um die Temperatur anzuheben, aber gegen Ende der Erstarrung nimmt die Reaktionsgeschwindigkeit ab, und die Temperatur beginnt wieder zu fallen. Sollte die verbleibende Restschmelze unter die eutektische Temperatur des metastabilen Systems abkühlen, wie es Bild 7 zeigt, können sich Karbide bilden.
Solche Karbide entstehen dann natürlich an den Grenzen der bereits gewachsenen eutektischen Körner, es sind so genannte Korngrenzenkarbide.
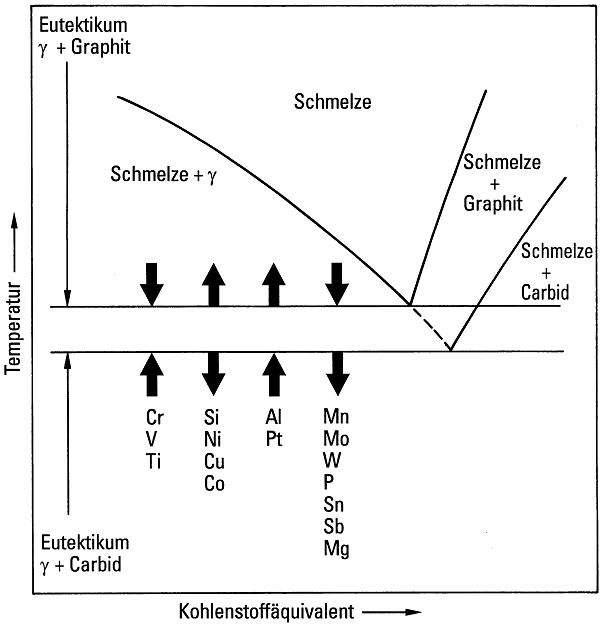
Demzufolge gibt es zwei Gelegenheiten zur Entstehung von Karbiden während des Erstarrungsprozesses: zum ersten zu Beginn der eutektischen Erstarrung, wenn hohe Abkühlungsgeschwindigkeiten vorliegen, und zum zweiten am Ende der eutektischen Erstarrung. Während Weißerstarrung normalerweise nur in dünnen Querschnitten und in Kantenbereichen auftritt, kann es zur Bildung von Korngrenzenkarbiden auch in dickeren, langsamer abkühlenden Querschnitten kommen. Dies trifft besonders für Gussstücke aus legiertem Gusseisen zu.Legierungselemente können die Neigung zur Weißerstarrung und Karbidbildung wesentlich beeinflussen. Als erstes sei erwähnt, dass die meisten Legierungselemente die eutektische Temperatur des stabilen Systems Eisen-Grafit verschieben, somit eine Änderung im Kohlenstoffäquivalent herbeiführen, und damit einen direkten Einfluss auf die Weißerstarrung nehmen. Hinzu kommt, dass Legierungselemente die Gleichgewichts-Solidustemperaturen für das Eisen-Grafit-Eutektikum (stabiles System) und für das Eisen-Karbid-Eutektikum (metastabiles System) nach Bild 8 verändern.
Da die Legierungselemente beide eutektische Temperaturen beeinflussen, wirken sie sich praktisch auf die Breite des Intervalls zwischen diesen zwei eutektischen Temperaturen und folglich auf die Höhe der Unterkühlung, die zur Vermeidung von Weißerstarrung noch zulässig ist, aus. Dieser Legierungseffekt ist hinsichtlich der Weißerstarrung gleich oder größer als jener auf das Kohlenstoffäquivalent.Grafitisierende Elemente, wie Silizium, Kupfer und Nickel, heben die eutektische Temperatur des stabilen Systems an und senken gleichzeitig jene des metastabilen Systems, sie erweitern also das Intervall zwischen beiden Temperaturen. Karbidbildner, wie beispielsweise Chrom, Titan und Vanadium, senken die Temperatur des Eisen-Grafit-Eutektikums und erhöhen gleichzeitig jene des Eisen-Karbid-Eutektikums, d. h. sie verengen das Intervall zwischen beiden Temperaturen.Einige Elemente, beispielsweise Mangan und Molybdän, senken ganz einfach beide eutektische Temperaturen gemeinsam und dürften dadurch die Weißerstarrungsneigung weder vermindern noch erhöhen. Für Mangan allerdings wird diese Aussage aus zwei Gründen eingeschränkt: Mangan bewirkt eine Verminderung des Kohlenstoffäquivalentes, und von gleicher Bedeutung ist sein Einfluss auf den Abbau des Keimbildungspotentials in der Gusseisenschmelze. Durch höhere Mangangehalte als normal verschlechtert sich der Keimbildungszustand, d. h. es vermindert sich die Zahl der eutektischen Körner als Ergebnis der Wechselwirkung des Mangans mit dem Schwefel bei der Bildung von Mangansulfid.In den meisten Fällen ist die Bildung von Korngrenzenkarbiden das Ergebnis von Seigerungen. Grafitisierende Elemente seigern gewöhnlich zur festen Phase (Austenit) und Karbidbildner zur flüssigen Phase (Restschmelze). Natürlich können solche Elemente, die nur eine begrenzte Löslichkeit im Austenit haben, wie Kupfer, Phosphor, Zinn, Magnesium oder Tellur, auch zur flüssigen Phase ausweichen.
Da sich einerseits die flüssige Phase an Karbidbildnern, wie beispielsweise Chrom und Vanadium, anreichert, andererseits die flüssige Phase aber an grafitisierenden Elementen, wie Silizium und Nickel, gleichwohl verarmt, steigt die eutektische Temperatur des Eisen-Karbid-Eutektikums in der verbleibenden Restschmelze mehr und mehr an. Gleichzeitig fällt die Temperatur des Eisen-Grafit-Eutektikums in der Restschmelze, weil letztere an grafitisierenden Elementen infolge Seigerung zum Austenit verarmt. Die Folge ist eine Verlangsamung der Erstarrung, so dass die Erstarrungstemperatur fallen muss, wie Bild 9 zeigt.
Zusätze von Legierungselementen, ganz gleich, ob grafitisierende wie Silizium und Nickel oder karbidbildende wie beispielsweise Chrom, begünstigen die Seigerung und schaffen die vorgenannten Bedingungen.Daher lässt sich sagen, dass hohe Legierungsgehalte die Neigung zur Bildung von Korngrenzenkarbiden verstärken. Hierbei verursachen Zusätze von Karbidbildnern, die sowohl zur Restschmelze seigern als auch die Temperatur des Eisen-Karbid-Eutektikums anheben, wie beispielsweise Chrom, Vanadium oder Titan, verständlicherweise die größten Probleme. Eine Konzentration dieser Elemente in der zuletzt erstarrten Schmelze zieht (fast) immer eine Karbidbildung nach sich.
Maßnahmen zur Vermeidung:
1. Naheutektische Eisenzusammensetzung wählen, d. h. Anteil an grafitisierenden Elementen (z. B. Si, Ni) im Ausgangseisen erhöhen.
2. Verringerung der Elemente, die die Temperatur des Eisen-Karbid-Eutektikums erhöhen (z. B. Cr, V, Ti, aber auch Mn und Mo).
3. Durch Verkürzung der Erstarrungswege (hohe eutektische Kornzahl, hohe Zahl der eutektischen Zellen) rasche eutektischeErstarrung gewährleisten und dadurch das Ausmaß von Seigerungen reduzieren.
4. Resultierend aus Punkt 3. optimale Impfung, ggf. Primär- und Sekundärimpfung, kurz vor oder während des Gießens durchführen.
5. Legierungselementepegel generell niedrig halten.
6. Zu lange Überhitzungsdauer im Ofen vermeiden, vor allem bei Hochleistungsöfen besteht diese Gefahr, wenn nicht mit Schmelzprozessoren gefahren wird.
7. Eventuell Stahlschrottanteile in der Gattierung verringern und Roheisen setzen.
8. Sind Karbide aufgetreten, dann eventuell Durchführung einer Karbidzerfallsglühung, welche aber nicht bei allen Karbiden (z. B. bei Chromkarbiden) selbige zum Zerfall bringt.