Schließkraftregulierung
Einrichtung zur Messung und Regelung der Schließkraft an einer Druckgießmaschine. Die mit einem Kniehebelsystem (siehe Formzuhaltung) erzeugte Formzuhaltekraft hängt von der jeweiligen Strecklage ab, doch darf keinesfalls die Totpunktlage erreicht werden. Um das zu verhindern, wird die Zuhaltekraft gemessen und auch reguliert. Als Messgröße dient dabei die durch die Zuhaltekraft bewirkte Säulendehnung.
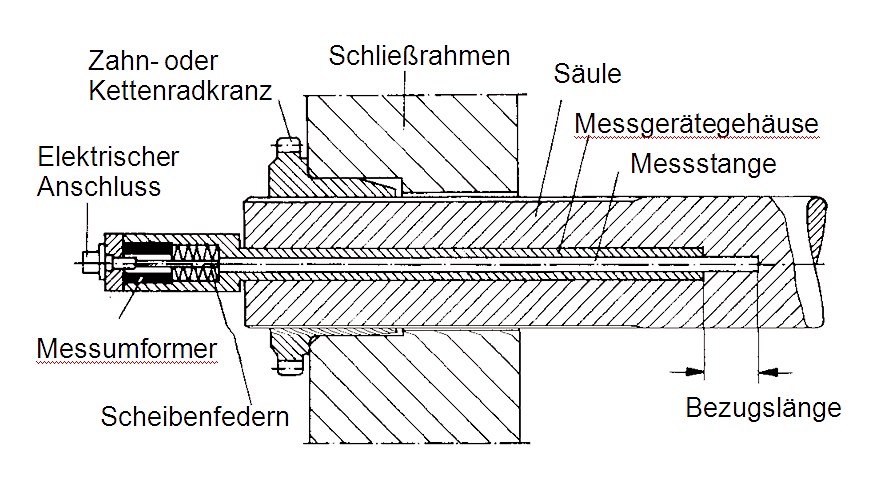
Neben einfachen Dehnungsmessern, die an der Oberfläche der Säulen befestigt werden, besteht auch die Möglichkeit eingebaute mechanische oder elektrische Dehnungsmesseinrichtungen zur Regelung zur verwenden, die an das hintere Ende der Säule eingebaut werden. Die Säule wird dazu mit einer Bohrung versehen, in der ein Messgerätegehäuse eingesetzt wird. Dieses Gehäuse umschließt konzentrisch einen starren Messstab, der in eine Sacklochbohrung mit definierter Tiefe eintaucht und durch Scheibenfedern in die Bohrung gedrückt wird (Bild 1). Die Messstange überträgt die Dehnung im Sacklochbereich auf einen Messwertumformer, der die lineare Dehnung im Bereich der Bezugslänge bestimmt und in elektrische Signale umwandelt. Nach diesem System können Längenänderungen im Bereich von 10 µm erfasst werden. Die elektrische Messung hat neben der hohen Genauigkeit den Vorteil, dass die Messwerte direkt in der Dimension der Zuhaltekraft angezeigt werden können. Zugleich werden die Messwerte auch in die für eine automatische Korrektur der Zuhaltekraft erforderlichen elektrischen Signale umgewandelt.
Eine weitere Möglichkeit der Zuhaltekraftmessung besteht in der Bestimmung des zum Strecken der Kniehebelgelenke notwendigen Hydraulikdruckes: hierbei wird der gemessene Wert des Schließdruckes in Beziehung zur effektiven Zuhaltekraft gebracht.
Die automatische Zuhaltekraftregulierung erfolgt nach Maßgabe der gemessenen Säulendehnungen bzw. der Schließkraft. Anders als bei der Formhöhenverstellung, bei der alle vier Säulenmuttern gleichzeitig betätigt werden, muss zur Korrektur der Zuhaltekraft und zur Erzielung gleicher Säulenspannungen jede der vier Säulenmuttern einzeln verstellbar sein. Zu diesem Zweck wird der Antrieb zur Formhöhenverstellung ausgekuppelt und jede der vier Säulenmuttern separat eingestellt. Bei der Formhöhenverstellung mittels Zahnkranz geschieht dies dadurch, dass ein Verschieberad an der betreffenden Säulenmutter aus dem Eingriff mit dem Zahnkranz gezogen wird. Beim Antrieb mittels Schnecke werden die verbindenden Schneckenwellen ausgekuppelt. Der Antrieb selbst erfolgt durch einen Hydraulikmotor mit geringem Leistungsbedarf.
Die automatische Regulierung der Zuhaltekraft geschieht meist durch eine Schrittverstellung. Es erfolgen solange Korrekturschritte, bis das vorgewählte Toleranzfeld erreicht ist. Einrichtungen dieser Art arbeiten in der Regel mit der Formhöhenverstellung und setzen also voraus, dass die Säulenspannungen bereits einzeln korrigiert und einander angeglichen worden sind. Deshalb ist es wichtig nach dem Aufspannen einer Druckgießform die Säulenspannungen zu prüfen und gegebenenfalls mit Hilfe der Einzelverstellung an den Säulenmuttern abzugleichen.
Optional können die meisten Maschinen mit einem Gerät zur automatischen Kontrolle und Korrektur der Spannung in allen vier Säulen ausgerüstet werden. Durch Festlegung der Grenzwerte kann ein Toleranzbereich für die Säulenbeanspruchung eingestellt werden, und bei Überschreitung wird die automatische Formhöhenverstellung angesteuert. Auf diese Weise wird die Einhaltung der optimalen Zuhaltekraft gewährleistet, und die durch unterschiedliche thermische Beanspruchungen im Gießbetrieb auftretenden Schwankungen der Zuhaltekraft werden automatisch kompensiert.