Unterdruck-Dichteprobe
Gerät und Verfahren zur Prüfung einer Schmelzeprobe auf ihren Gasgehalt (Bild 1). Dabei erstarrt eine kleine Schmelzemenge bei definiertem Unterdruck (80 mbar), so dass sich während der Erstarrung die in der Schmelze gelösten Gase ausscheiden und einen mehr oder weniger porösen Probekörper ausbilden. Bei Aluminium-Legierungen kann in guter Näherung somit der Wasserstoffgehalt der Schmelze bestimmt werden.
Die Unterdruckdichteprobe und die Auswertung der Dichte bzw. des Dichte-Index erlauben dem Gießer seine Schmelzequalität aussagekräftig zu bestimmen und eine einfache und schnelle Qualitätsüberwachung durchzuführen. Maßgeblich für die Akzeptanz und Verbreitung dieses Verfahrens war und ist dabei, dass die Unterdruckdichteprobe nicht nur den Wasserstoffgehalt erfasst, sondern auch von den Oxiden beeinflusst wird. Sowohl die kompakten, die flockigen oder einfachen Oxidhäute dienen dabei als Keime für ein vermehrtes Ausscheiden des Wasserstoffes und verunreinigte Schmelzen zeigen damit eine erhöhte Neigung zur Bildung von Gasporen in der Unterdruckdichteprobe.
Das Messprinzip der Unterdruckdichteprüfung ist dabei sehr einfach. Bei einer Kontrolle des Gasgehaltes und der Verunreinigung erstarrt eine Aluminium-Schmelzmenge von ca. 80 g in einem geschlichteten Stahltiegel in einer Vakuumkammer bei einem definierten Unterdruck von 80 mbar. Die Erstarrungszeit dieser Probe ist legierungsabhängig und liegt bei 4 bis 6 Minuten. Die erstarrte Probe wird anschließend sofort in Wasser abgekühlt, ausgewogen und deren Dichte (D80mbar)- mittels einer Dichtewaage - bestimmt. Gleichzeitig wird zu dieser Probe eine zweite Probe gleicher Menge und gleicher Aluminium-Schmelze aber unter atmosphärischem Druck abgegossen und ebenfalls sofort deren Dichte (Datm) bestimmt. Der Dichteunterschied zwischen den beiden Gießproben (Atmosphärendruck zu einem Unterdruck von 80 mbar) sollte einen bestimmten Dichteindexwert (in %) nicht überschreiten. D.h. der Dichte-Index errechnet sich nach
Glg.1 DI =((Datm-D80mbar)/Datm)x 100 %
Je kleiner der Dichte-Index ausfällt, desto sauberer und wasserstoffärmer ist die Aluminiumschmelze. Liegt jedoch eine erhöhte Wasserstoffkonzentration vor bzw. ist die Schmelze stark durch Oxide verunreinigt, so nimmt der Dichte-Index zu. Je nach Anforerung des Gussteiles an die Porosität sollte daher der Dichte-Index überprüft und mit einem Maximalwert versehen werden, unter dem eine Gießfreigabe erfolgt. Gute Dichte-Index-Werte sind Werte unter 2 %.
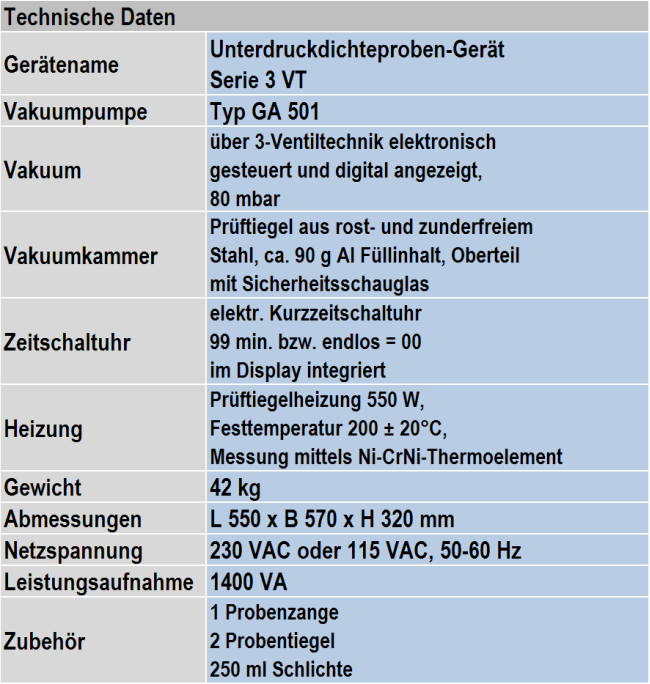
Moderne Geräte erlauben es, den Prüfzyklus über das betriebliche EDV-Netz mit entsprechenden Programmen aufzuzeichnen und damit Statistiken zu erstellen und Trends zu erkennen. Eine Rückverfolgbarkeit für den Endkunden kann damit garantiert werden. Die Unterdruckdichtegeräte sind meist robust und gießereitauglich ausgeführt. Bis auf das notwendige Nachschlichten der Prüftiegel sind die Gerät praktisch wartungsfrei und somit fallen nur geringste Kosten der Probenahme an, die technischen Daten eines Unterdruckdichte-Gerätes gehen aus Tabelle 1 hervor.