Burr
Casting defect that may occur in all casting materials, regardless of molding processes and/or casting processes.
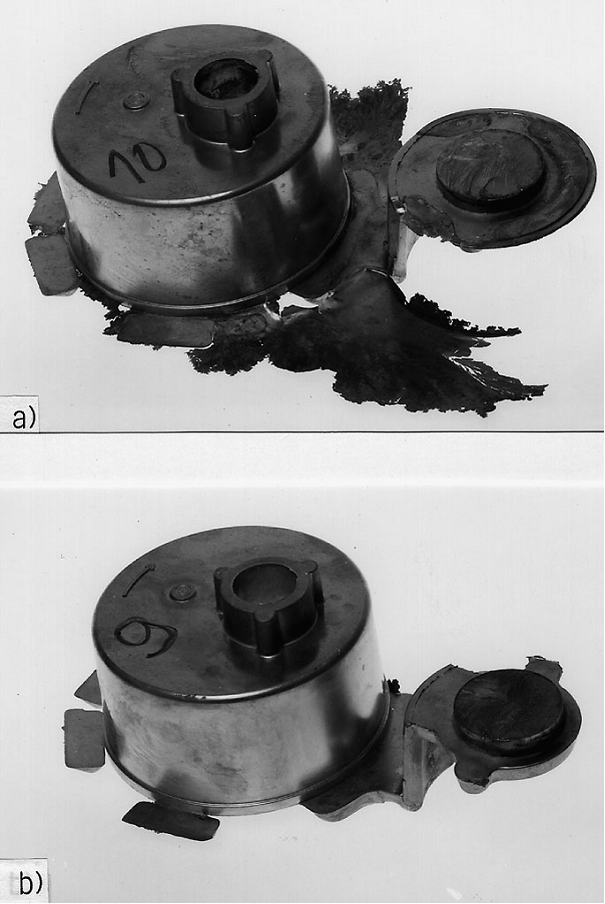
It is characterized by thin-walled (sometimes also thick-walled) metal residues adhering to the casting in the area of the parting plane. In die casting, burr is present in relatively uniform appearance, also with regard to the thickness of the burr around the circumference of the die cast part and the gate system in the areas of the parting planes. Burr is visible to the unaided eye after separation of the mold from the casting and can generally be removed by rather costly cleaning effort. Formation of burrs is one of the most frequently occurring casting defects, and far too little attention has been directed to their prevention.
During casting the molten and, in this case also particularly hot, casting metal may penetrate into core prints or other braze joints between mold and core parts where they immediately solidify and form the burrs (fins) specified above. Thick-walled burr may occur due to opening or lifting of the cope if not properly locked or weighted. Poor quality of the parting planes, inaccurate mold box parting, unsuitable core prints, excessive elastic recovery of the mold cod during compaction (high pressure or pulsed compaction) may be further causes for this defect.
Above all, burr formation in die casting is a consequence of sudden slow down or stopping of the injection piston at the end of the filling process and thus all masses moved by it. This scenario may result in considerable momentary pressure increase with great dynamic pressure peaks in the molten metal, which will push open the mold and cause formation of burrs due to projecting metal. Normally, it is not unconditionally possible to completely prevent pressure peaks, however, they can be significantly reduced by low-mass design of the injection system, for example. Distortion of mold halves through overheating and incorrect closing of the die casting mold resulting thereof may be a cause; in the same way as unsuitable assembly on the fixing plates, contaminated or out-of-plane parting areas as well as faulty machining of the die casting mold.
However, the main cause for burr formation in die casting still is improper and/or uneven closing force (s. Mold closing force) applied by the die casting machine.