Clamping
Due to high specific casting pressures, die casting requires special devices and precautions to keep the mold halves locked during the process and to prevent that they open or spring back and that liquid metal squirts out.
Depending on the die casting machine construction, there are several ways for locking mold halved during die casting. A differentiation is made between the direct pressure locking system (direct hydraulic pressure on a movable fixing plate) and mold locking through a preload combined with mechanical locking.
Positive-mode locking systems
A positive-mode locking system describes hydraulic closing cylinders creating also the entire die locking force. This task can be performed by a single closing cylinder as illustrated in Fig. 1. This, the die locking force exerted on the movable fixing plate by the closing piston in the closing cylinder exclusively depends on the piston diameter and the hydraulic pressure so that it is clearly determined. If the opening force during casting exceeds the die locking force, the closing piston retracts the the mold is pressed open. In case of such excessive stress, liquid metal rapidly squirts out of the mold parting plane. This conditions requires an immediate operating conditions change. A machine disposing of positive-mode locking systems for this reason is not able to cope with overload.
A positive-mode locking system including a single closing cylinder is rarely used and predominantly for smaller or special die casting machines. The mold locking unit drive is simple and safe since there are basically no wear stress. If higher locking forces are required, bigger closing pistons have to be used accordingly. Large closing piston diameters have the disadvantage of larger closing cylinder filling volumes, higher energy consumption and increased closing times.
There is numerous efforts to improve the positive-mode locking systems for die casting machines and to develop them further. There are versions where relatively small closing cylinders provide for die casting mold opening and closing and where a central short piston provides for the locking force. Such machines types were developed further combining positive-mode and positive-fit locking systems, such as short pistons and locks in the form of wedge locks. Generally, positive-fit locking systems with a single closing cylinder are exclusively used for machines with low locking forces.
Positive-fit locking system for two-plate die casting machines:
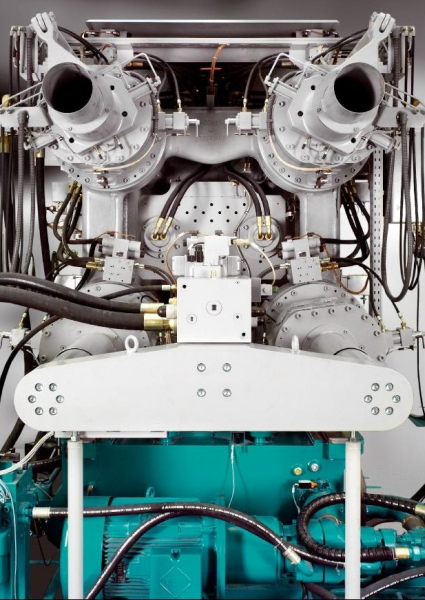
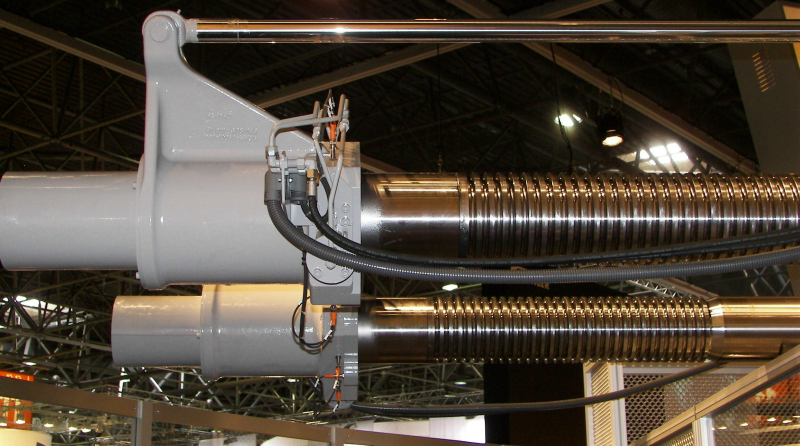
A modern structure of positive-fit locking systems consists in the two-plate construction (two-plate die casting machine in Fig. 2, Bühler AG). In this case, separate closing cylinders mounted on columns provide for the closing force (Fig. 3, Bühler AG). The columns show a characteristic fluting geometry into which tie bar nuts gear (Fig. 4, Bühler AG). Protected column threads and lutes prevent that flakes invade into thread and flute areas and this way increase the service life of nuts, locks and columns.
The two-plate technology has several advantages. The necessary space is much smaller thanks to a smaller overall length requiring a smaller floor space compared to positive-mode machines whereas the casting performance remains the same. Older machines can be replaced by higher performing two-plate machines using the same space. Two-plate machines distinguish themselves by a low number of movable parts and fewer greasing points reducing wear and maintenance costs. Thanks to the two-plate technology, precisely tailored components can be created by compensating the different locking force distribution in case of non-parallel molds. This means a lower scrap amount. Due to the new clamping cylinders and the higher locking system and movable fixing plate strength, there is less flaking. New machine options enable movements parallel to a cycle time reduction. Columns can be completely retracted from the tool area and this way improve the accessibility for changing molds. Individual locking force pre-selection ‑ adapted to castings and mold size ‑ increases the tool and locking system service life.
Positive-fit locking systems:
In this locking type, high preloads are created through relevant construction elements to exert a relatively low exterior force. These remain as interior tensions also if the exterior exertion of force is reduced. If this interior force is transferred to the die casting mold by using adequate measures, a constant locking force may be maintained. About in 1955, machines with wedge locks were developed which had so-called vertical columns on the movable fixing plate backside into or behind which locking wedges laterally engaged once the mold was closed. The locking force in this system is generated by hydraulic locking cylinders and/or diagonal wedge surfaces.
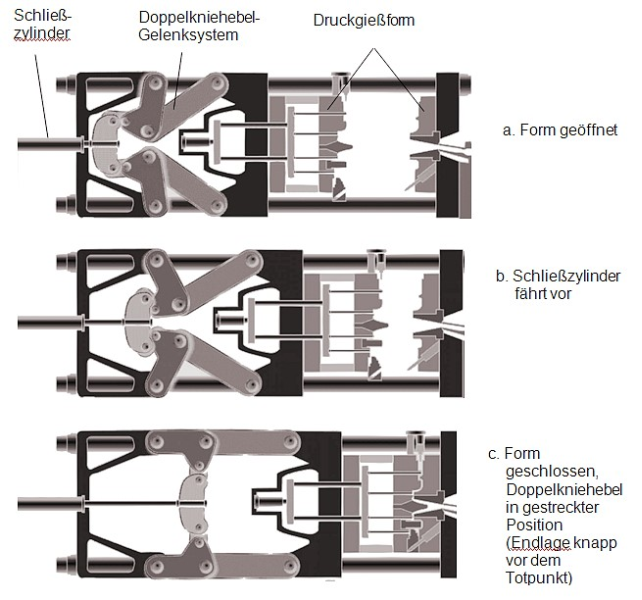
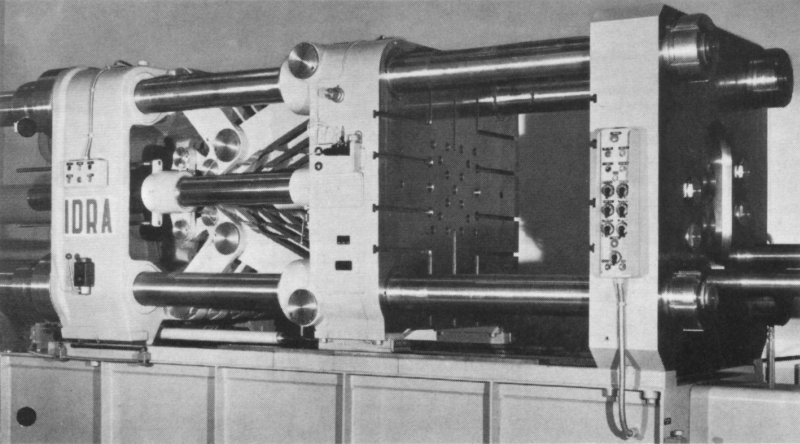
The most common form of positive-mode locking systems is the double toggle joint system (Fig. 5). A hydraulic closing cylinder provides for opening and closing. The preload is generated when the toggles are pressed into a straight position whereas the end position is not the dead center position. This way, very high preloads can be generated using a short closing cylinder distance. The closing piston pressurization remains also once the mold is closed to prevent that toggles rebound from their end position. The force which has to be maintained in the closing cylinder by be relatively low. In case of high opening forces, the system behaves in an elastic way whereas the columns have the effect of pre-stressed springs.
Most machines with horizontal mold parting dispose of a double toggle joint system which has proved itself in practice. Compared to positive-fit locking systems, wear stress is probably higher, however, it can be minimized in modern machines by using hardened joint pins and special bearing bushes.
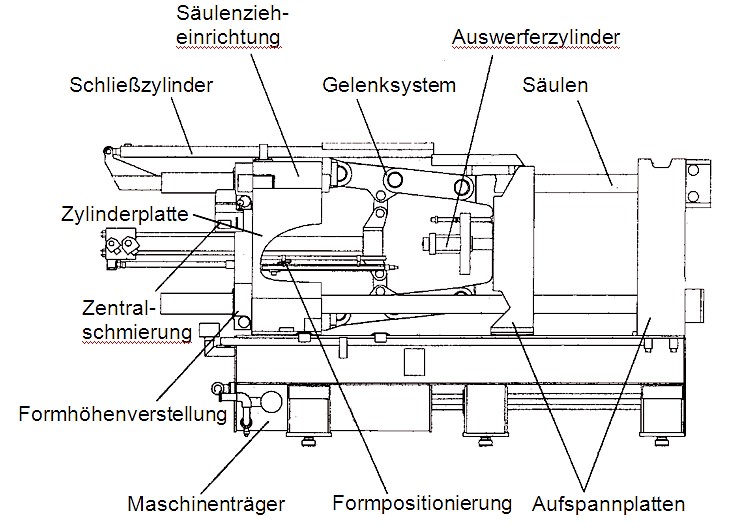
An overview on construction elements of a modern locking unit with a double toggle joint system is illustrated in Fig. 6 (Bühler AG) and Fig. 7 shows a mold closing unit with a set of levers.