Coating
Forms a boundary or barrier layer between sand and metal in order to suppress failure mechanisms in a targeted way in these place or in order to use metallurgical effects.
A coating is made up of the following components: Fire-resistant materials, carrier liquid, binding materials and regulating materials (suspension materials, additives). The selection of the right fire-resistant materials is incredibly significant and can be subdivided into granular and flaky groups. Granular minerals usually have a high density and are highly fire-resistant. Flaky minerals, on the other hand, have a low density and may either be fire-resistant or less fire-resistant. Only the optimum combination and selection of these materials leads to correspondingly good casting results (Hüttenes-Albertus Chemische Werke GmbH).
The fire-resistant material is the most important part of the coating; it covers the mold and/or core surface and closes the sand pores so that casting metal does not penetrate them.
Examples of such fire-resistant materials are coke, graphite, quartz, zirconium silicate, mica, magnesite, aluminum silicate, chamotte, as well as metallurgically effective and other components. Combinations of these basic materials are also common.
Fig. 1 (ASK Chemicals GmbH) gives an overview of the most important materials.Today, the only carrier liquids used are water or alcohol.
The binding materials must develop sufficient binding power both at room temperature and at higher temperatures. The suspension materials should stabilize the viscosity of the carrier liquids or, ideally, increase them so that the fire-resistant materials therefore remain suspended. Common binding materials are synthetic resins and solluble and swellable silicates. During drying, these binding materials then harden on the surface of the mold material. They therefore have an effect on the abrasion resistance, adhesion (the adhesion of the face coating to the mold/core surface), cohesion (bond between the pigment particles) and, if applicable, the bubble formation which can occur during intense drying.
Additives are an important part of modern face coatings. Even low amounts influence the sedimentation of the fire-resistant materials, the flow properties and the viscosity. Furthermore, they are largely responsible for the avoidance of defects such as veining and rat tails.
In addition to the right selection of the fire-resistant materials for the face coating, the setting of the thickness of the face coating has a crucial influence on the casting result and the gas permeability of the sand core. With the low layer thicknesses which are common and also necessary today, casting defects can be avoided effectively, despite metallostatic pressures of several meters and casting temperatures of 1600°C.
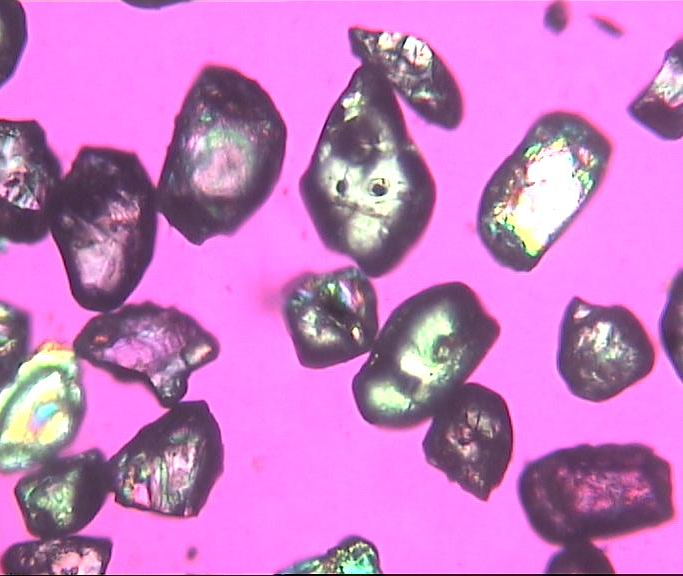
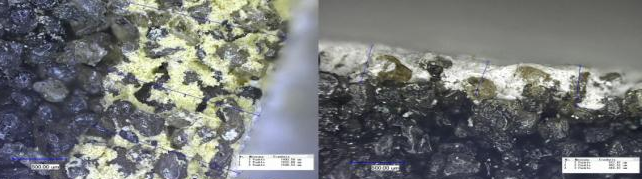
If you look at such a coating layer under the microscope, you can see that a layer which is only two to three grains of sand thick leads to an appropriate protective function (Fig. 2, ASK Chemicals GmbH). While the coarse components of the minerals are deposited on the surface of the sand and provide an insulating and fire-proofing function, part of the fine material penetrates into the subsurface of the sand and can create special effects by doing so.
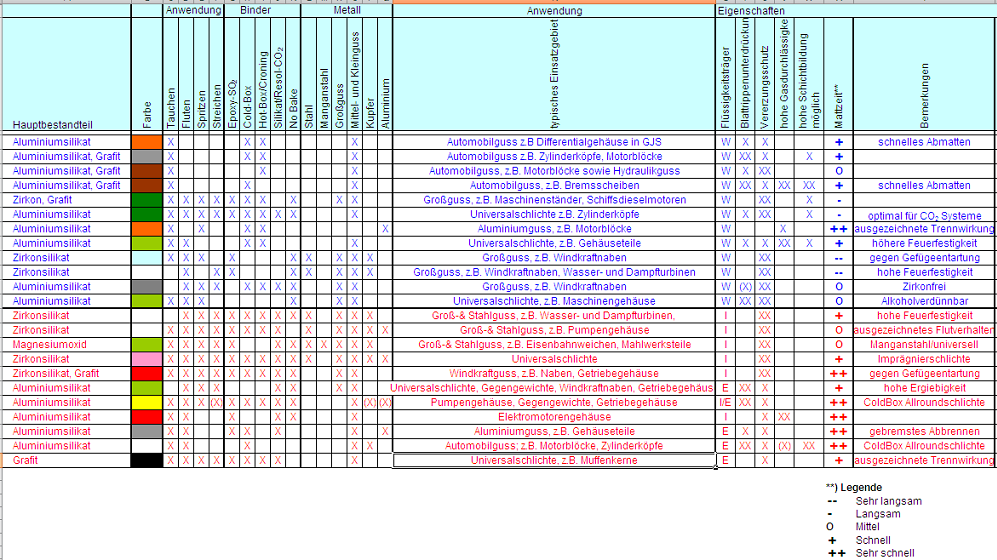
Face coatings are applied in liquid or paste form. This can be done by painting, injecting, spraying and by flooding or dipping. According to their carrier liquid, the coated molds, cores and similar objects must be dried appropriately. Table 1 (ASK Chemicals GmbH) shows the properties and compositions of various face coatings.
Fig. 3 shows coating principle flood and Fig. 4 shows a new developed "Intelligent Coating Unit" (Foseco Foundry Division Vesuvius GmbH)
In addition, Fig.5 (AAGM Aalener Gießereimaschinen GmbH) shows a coating station with fully automatic viscosity monitoring
Depending on the specific requirements, a distinction is made between core and mold face coatings, ingot face coatings and full mold face coatings. In addition, we also speak of face coatings for cast iron or steel crucibles and for melting tools, casting ladles and similar.
Movie 1 shows the determination of coating properties.
Additional references:
Burn-off coating
Burnt-on sand
Mold sand-based casting defect
More videos on Foundry-Skills