Cold shots
Cold shots are ball-, drop- or pearl-shaped inclusions which are only loosely attached to the metal.
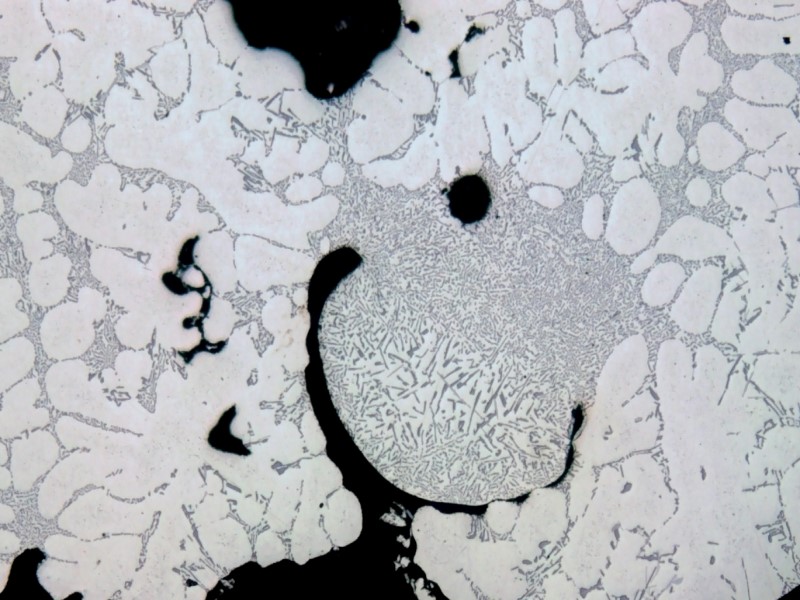
In any casting method, cold shots can result from turbulences during the casting process or from spraying effects in the mold. Some metal parts harden prematurely and have the form of drops or balls. In many cases, such cold shots develop an oxide skin which prevents that the flowing melt can be absorbed again (Fig. 1).
In case of cast iron with flake graphite, , Cu-Sn and Al-Cu alloys, there is the danger of confusion with sweat (also called phosphide pearl). However, these result from segregation emergence (see Segregation).
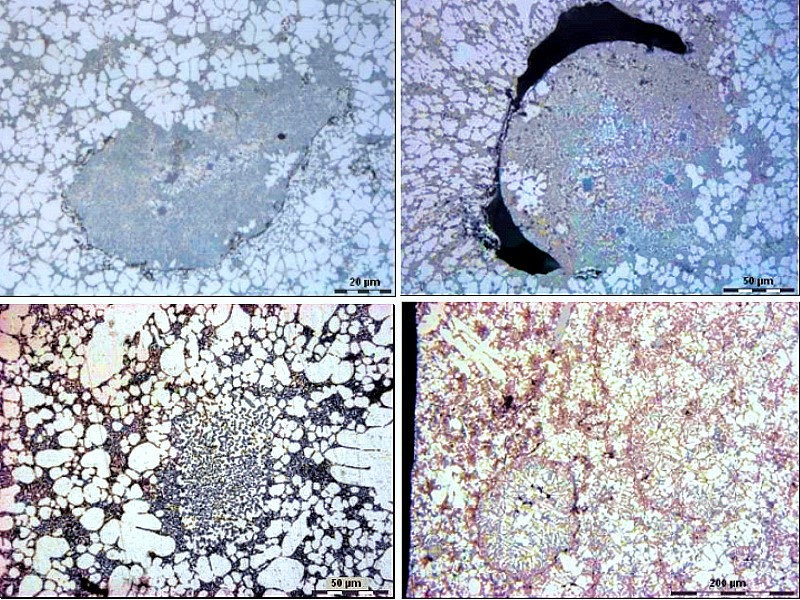
Cold shots have the same chemical composition has as the casting, but they show different and finer structure developments (Fig. 2, example for GJL see also Spraying pearl).
Remedial measures for sand and gravity die casting:
Create gate and sprueing system in a way that there is a less turbulent flow. For more complex gate systems, the use of a mold filling simulation is recommended.
After the initial casting, the downsprue should be retained filled
Cold shot development during die casting:
If the gate velocities are too high and/or if the spraying effect is to strong, if the metal stream fans out or when the metal streams hits cores (also called “shotting”), small drops or cold shots may develop which are often coated by an oxide skin. These metal drops solidify much faster than the main mass of lquid metal by which they are surrounded.
While the surrounding melt solidifies, included and pre-hardened cold shots are heat treated, but they do not melt again and slowly cool again. Due to the rapid solidificationcold shots show a structure consisting of fine dendrites. In combination with the “quasi” heat treatment they become much harder than the basic matrix which make it more difficult to rework castings.
Remedial measures during die casting:
Gate speed reduction (lower piston speed, bigger gates, slower mold filling)
Place gates in a way that the metal stream does not hit immediately on exposed spots in the cavity
Changeover point from the first to the second phase to be set as exactly as possible
Filling clarification and interpretation through numeric mold filling simulation
Additional references:
Casting defect
Literature references:
IPIS-Gussfehleratlas, www.pigiron.org.uk/Gussfehleratlas/deutsch/index2.html