Compacted graphite iron
Iron-carbon cast material with the carbon proportion being present as graphite, predominantly in vermicular (compacted) form. This structural appearance in the micrograph makes for the name Compacted graphite iron.
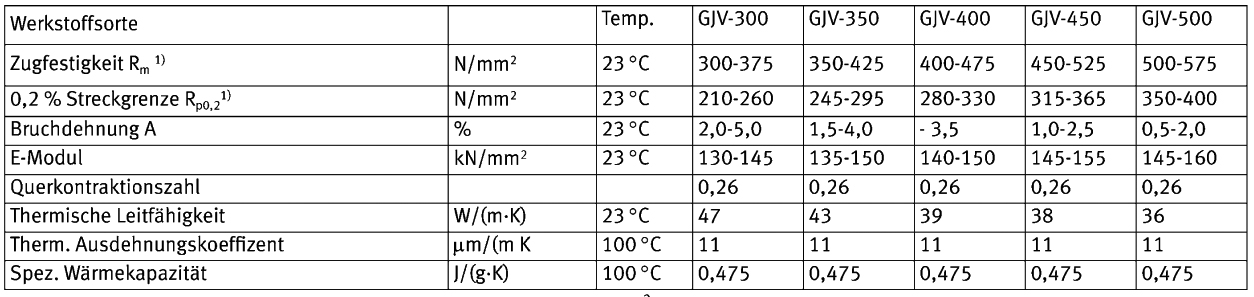
The matrix may be formed as ferritic, pearlitic/ferritic, or mainly pearlitic structure. Classification of material grades is performed on the basis of tensile strength. Vermicular graphite or Compacted graphite iron is standardized by DIN EN 1560 and ranges between Flake graphite cast iron and Nodular graphite cast iron with regards to its mechanical and physical properties. Reference values for the most important properties are listed in Table 1
With equal metal matrix, the mechanical properties (tensile strength, solidificationmodulus, endurance strength, elongation at failure) depend on the graphite form and stress concentrations that occur due to loads acting on graphite inclusions. These stress concentrations are the highest with tapered graphite flakes (GJL), the lowest with graphite nodules (GJS) and in a medium range in compacted graphite iron (GJV).
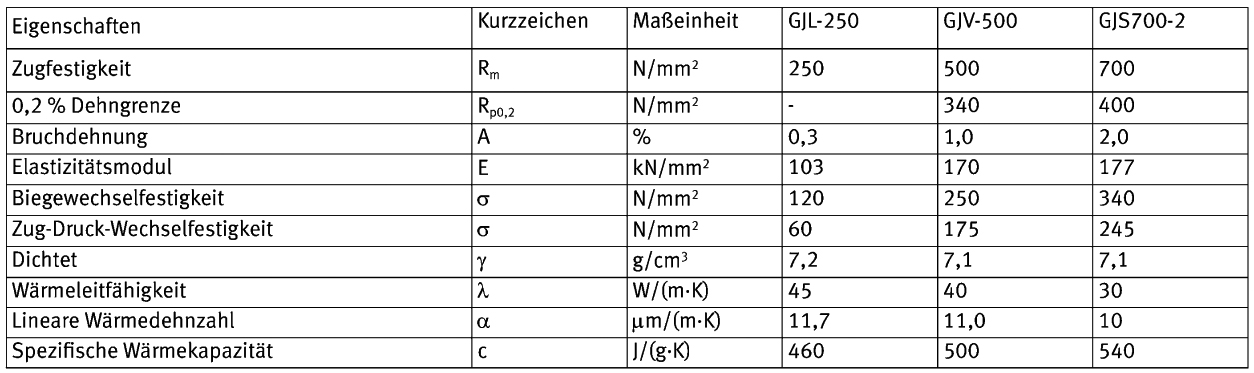
For example, with eutectic composition (around 3.6 % C and 2.1 % Si) and pearlite matrix, the tensile strength in GJL is around 200 MPa, in GJV around 500 MPa and in GJS around 700 MPa.
With GJV, a eutectic composition is generally aimed for, similar to the common structure in GJL-150 to 200. However, the property comparison test is usually performed using GJL-250, which is a structure with under- or near-eutectic composition, i.e. a material that can be substituted with GJV, e.g. in crank cases. Table 2 illustrates a comparison on this basis.
Similar to nodular graphite cast iron, the properties of GJV are strongly influenced by the ferrite/pearlite ratio in the matrix.
In comparison with flake graphite cast iron, compacted graphite iron is characterized by the properties listed below:
- Higher strength and elongation at failure
- Higher fracture toughness
- Properties depending on wall thickness to a lesser degree
In comparison with nodular graphite cast iron, compacted graphite iron provides the benefits listed below:
- Lower coefficient for thermal expansion
- Higher thermal conductivity
- Lower solidificationmodulus
- Lower level of thermally induced internal stresses
- Better resistance to temperature variation and lower tendency to deformation due to the properties stated above
- Better damping capacities
- Better casting properties (low tendency towards cavity formation, better mold-filling properties and fluidity)
Consequently, the material is mainly suitable for components that are exposed to both thermal and mechanical loads. These include, cylinder heads, exhaust manifolds, brake components, and cylinder liners/bushings, among others. In addition to clutch housings for passenger cars, cylinder crank casings for both utility vehicles and passenger cars are increasingly produced using compacted graphite iron.
Today, the previously “unsafe” material can be reliably produced due to accurate manufacturing; however, the metallurgic condition of base iron plays a major role in this scenario.
There are two fundamental methods available for production of compacted graphite iron:
- Molten metal treatment through addition of low quantities of nodularizers
- Molten metal treatment through simultaneous addition of nodularizers and elements disturbing nodularizatio
For accurate production of compacted cast iron (vermicular graphite) four main procedures have been generally established:
1. Treatment of molten iron with alloys that contain both nodularizing elements (magnesium, rare earths) and elements disturbing nodularization (titanium, aluminum)
2. Treatment of molten iron using rare earths.
3. Targeted undertreatment of the molten cast iron using magnesium or master alloys containing magnesium.
4. Balanced treatment of conventional molten cast iron with a high sulfur content using magnesium and rare earths and/or sulfur additive after treatment.
Each of these four processes has its own special characteristics and provides advantages and disadvantages. One disadvantage of the processes using magnesium, is that in magnesium-treated compacted graphite iron the risk of increased nodular graphite formation is higher than in compacted graphite iron that was solely produced using Cer mixed metals since magnesium is a stronger nodularizer. Moreover, treatment using magnesium is also associated with major pyro-effects and development of smoke. Advantages of such procedures include, among others, a slightly lower tendency to white solidification (chill), better dissolving capacities of Mg in the melt, and treatment residues (oxides and sulfides) rising faster to the top in comparison with Cer procedures.
If magnesium and Cer are simultaneously added, Cer has a desulfurizing effect at first, since it forms the sulfide CeS, which is thermodynamically more stable than MgS. Only upon complete consumption of Cer, magnesium is required for reaction with sulfur. By simultaneous presence (addition) of calcium, it is possible to balance out smaller variations in the sulfur content, since the efficiency of calcium as a sulfide binding element is between that of cerium and that of magnesium.
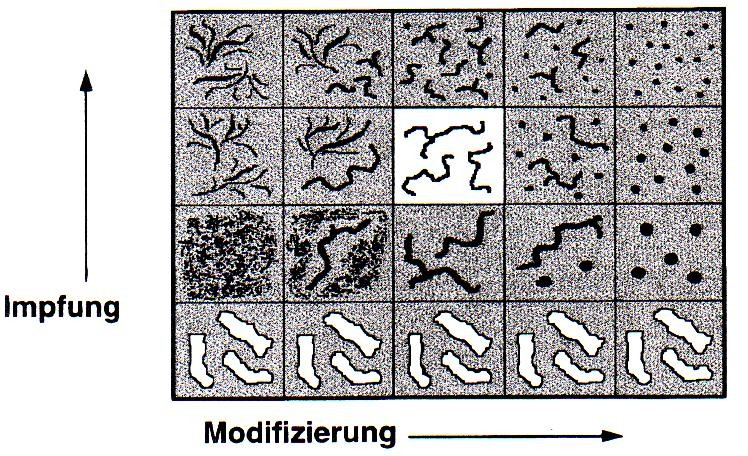
In accordance with current state of the art, Mg undertreatment is generally performed during production of GJV and directly afterwards the melt is controlled by means of thermal analysis. Subsequent Mg fine adjustment is mostly performed using a Mg wire; and inoculation ensures accurate formation of vermicular graphite. Targeted undertreatment of a low-sulfur molten bath using magnesium also leads to a material with the least amount of detrimental inclusions. The so-called process window in Figure 1, in which the required exact vermicular graphite form is present, is very small so that particular care must be taken during production. Today, leading providers of accurate methods for production of GJC, are companies such as OCC GmbH, NovaCast and SinterCast S.A.
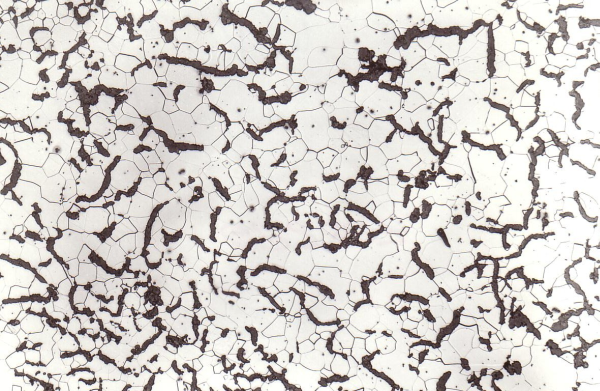
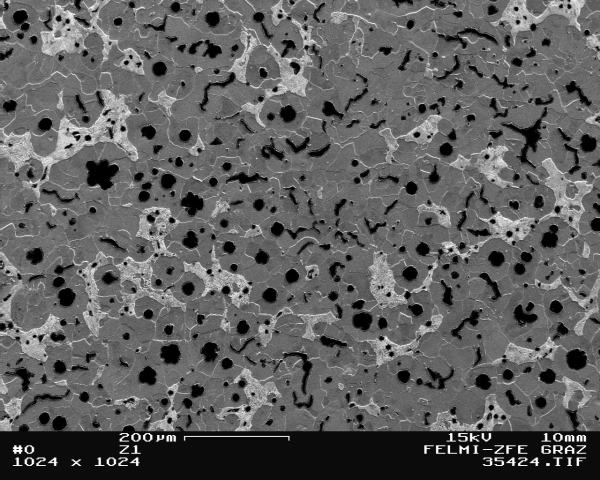
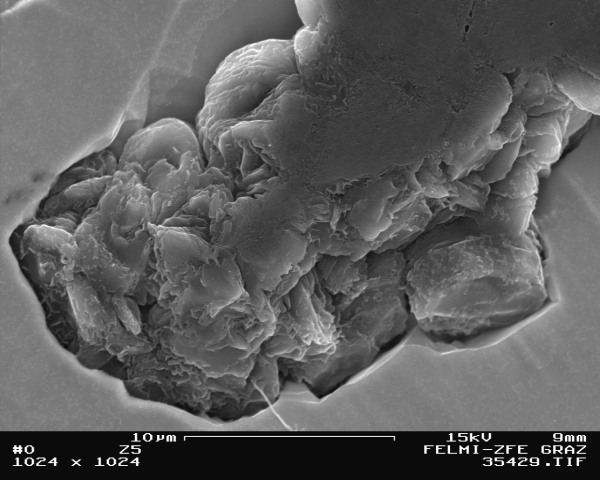
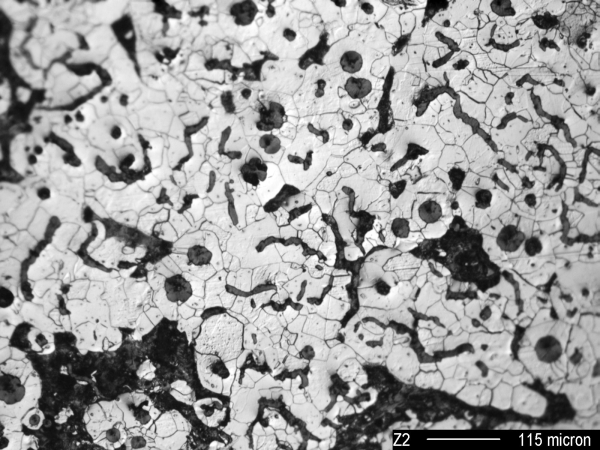
As can be seen in Figures 2 to 4, the graphite phase in compacted graphite iron comprises individual vermicular (worm-shaped) particles. These graphite particles are longitudinal and display irregular orientation similar to flake graphite cast iron; however, GJV particles are shorter, have greater diameters and rounded ends (s. Vermicular graphite).
The presence of nodular graphite in the structure of compacted graphite iron cannot be prevented. With increasing proportions of nodular graphite, the strength and rigidity properties are increased, with a simultaneous decrease in casting properties, machinability, and thermal conductivity. Consequently, the specifications for the structure must be adjusted to both manufacturing conditions and application of the components.
Compacted graphite iron can be made with different pearlite contents to be adjusted to the respective application conditions. For exhaust manifolds more than 95 % ferrite is required to prevent expansion at high temperatures (Figure 5). In contrast to that, cylinder blocks and heads are generally produced with a predominantly pearlitic matrix to achieve highest strength and rigidity while simultaneously facilitating machinability through uniform structure formation (Figure 6Compacted graphite iron may also be required with a mixed ferritic-pearlitic matrix. In a range between 60 and 80 % of pearlite, compacted graphite iron has a brinnel hardness of 190 to 225 HB, which is approxomately the same hardness as in conventional, fully pearlitic flake graphite cast iron (see Table 1)).
Additional references:
Metal matrix of cast iron
Structure formation of cast iron