Core shooting machine
Machine for the production of sand cores (gen. cores) which are thus produced by the respective coremolding process in appropriate core boxes suitable for the respective application. According to the latest technology, the core shooting machines can be categorized into those for flowable, dry shell mold materials (core blowing/core pouring machines), for damp and dry mold materials (core shooting machines) and in those for mainly dry mold materials (continuous mixers).
Here, dry mold material is taken to mean, for example, resin coated sand (Croning sand) and damp mold material is taken to mean, for example, a cold box or cold resin mixture. Generally, during core production, the mold material is not compacted but is hardened or solidified chemically and physically. The type of hardening is determined by the process. Cold box mold materials or also so-called no bake mold materials, for example, harden at room temperature, shell mold materials or hot box mold materials harden at higher temperatures.
Core blowing/core pouring machines
Flowable mold material can be filled into the hot core box using various process principles. The core box temperatures are between 250 and 350°C. In the simplest case, the mold material is poured into the core box using tiltable pouring containers. The contours are formed under the force of gravity. Higher corehardness and better surfaces are achieved when the mold material is poured in under additional pressure in the core box. Due to the good flowability of the mold material, only a low pressure of 0.2 to 0.4 MPa is necessary (core blowing machine).
When using the pouring-blowing principle, the mold material container is locked with the core box and then turned by 180°. The mold material falls into the core box and is compacted under the additional pressure. After the sintering time (hardening time) is up, a layer of mold material sticks to the hot core box contour. After the variable hardening times are up and after being turned back, the thermally unaffected mold material flows out of the core box back into the mold material container and can be used again for the next cycle. The flowing back into the mold material container can be supported through additional vibration. The thickness of the layer of hardened shell mold depends of the length of the hardening time (usually between 40 and 120 s). Fig. 1 and 2 show examples of how this process can be carried out.
Core shooting machine
Here, the coresand is shot into the core box at high speed which leads to a sudden expansion of a limited volume of compressed air. Due to this, the filling process is associated with a certain compaction of the mold material. Both damp and dry mold materials can be shot into cold or hot core boxes depending on the procedure. Using core production according to the cold box process as an example, the way in which a core shooting machine works is explained below: The mold material fed in after the machine bunker has be prepared. It is then shot into the core box. The core box is clamped hydraulically which prevents the core box from moving during shooting and gassing. The clamping and separating devices can be changed so that it is possible to work with vertically and horizontally core boxes. After the mold material has been shot via the shooting unit which is pressed on the core box, the hardening device is brought in and the hardening process is carried out. The separating process then begins. The movable part of the core box is turned and the core is pushed out of the solid core box part onto the transport belt (Film). The molding tools can be made of wood, plastic or metal. The choice of material is dependent on the size of the series. The gassing plate must be sealed well and constructed in such a way that the hardening gas can penetrate all areas of the core evenly. Air vents which ensure a good, even ventilation of the core must be brought into the core boxes. The larger the ventilation cross section, the lower the flow resistance during gassing and the faster the core hardens.
The core boxes are constructed in such a way that the ventilation cross sections (core box vents) cover 3 to 5% of the core box surface. The core boxes can be laid out as a closed or open system. In a closed system, residual catalyst and scavenging air are collected in the core box itself and then fed to the exhausting plant. In an open system, the excess catalyst escapes from the core box and is extracted by an air curtain which prevents it from flowing into the surrounding air and is fed to the disposal equipment.
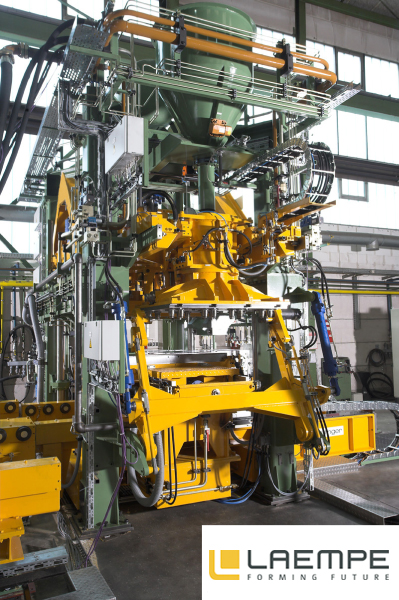
A high-performance machine for constant 24-hour operation for cold or hot corehardening processes and a shooting volume of 10 to 150 liters, with single or multiple shooting head, is shown in Fig. 3. This machine is suitable for handling up to 6-piece tools and has an automatic tool changing mechanism. Progressive centralized lubrication and an operator guidance system with automatic error diagnosis complete this design. A fully automated core production cell is shown in Fig. 4.
Continuous mixer
In these plants, which are mainly used for cold resin molding, the preparation of the mold material is carried out by putting quartz sand and a catalyst into the beginning of the mixing trough. After mixing the two components, the binder is added. At the end of the mixing trough, the finished mold material can be taken out directly and filled into the molding tool. The exact addition of the individual liquid components is carried out by dosing equipment.
The development of individual binder systems (s. Inorganic binder systems and/or Organic binder systems) with regard to increased hardening speed also leads to the continuous further development of these kinds of mold material mixers. The mold material is compacted in the tool by gravity and, if necessary, futher compacted afterwards by hand or using jolt ramming equipment. The hardening is carried out chemically.
Film: Principle of core production according to the cold box process (Laempe Mössner GmbH, Schopfheim)