Dedusting
Purification of the extracted air, exhaust air and dust-carrying hot gases in industrial plants.
In accordance with emission laws and other statutory rules for keeping air clean and in accordance with various regulations set by trade supervisory boards, dust emission must be strictly limited. In foundries, this mainly affects the operation of melting plants and other production areas where dust or dusty air accumulates. Measures for dedusting are therefore generally required in the entire factory, but mainly in the melting operations, in the molding bay, sand conditioning, core making, at the casting lines, at the knock-out station (s. Shake-out grid) and in the cleaning room. All gases, steam and air which carry dust must be caught, purified and extracted by appropriate technical equipment. A measure for the efficiency of the dedusting is the dedustingefficiency.
Today, in modern dedusting plants, filtering separators are used, e.g. fabric filters, porous systems (textile filter material, packed beds and sintering material).
Inertial separators, e.g. centrifugal separators or cyclones, in which inertial forces alone (gravity, inertial force or centrifugal force), either individually or together with each other, lead to the sand being separated are dry separators. Today, the dedustingefficiency, particularly for fine dust, is usually no longer satisfactory, however, they are low cost. In foundries, these constructions are still used as pre-separators.
Dedusting systems are also operated with electric separators (electric filters), whereby the dust is separated by being charged in the electrical field and, depending on the cleaning system, accumulates dry or wet.
Finally, wet separators are operated which work with a washing material (usually water), into which dust particles are bound and removed with it from the gas flow.
Fabric filters
Possible construction available today are serial, chamber and round filters. Serial filters can be designed as hot gas designs in pressure shock resistant designs for explosion-proof gases in accordance with VDI 3673. The volume flow varies between 500 and 3,000,000m³ and dust quantities of up to 1,000g/Nm³ can be filtered. Up to 16 of these individual units can be put in series after one another; expansion is also possible at a later point in time.
In the chamber filter design (Figure 1), the filter chambers are separated by partitions and can be operated with both online and offline cleaning. In offline cleaning, one chamber at a time is taken out of the filtering phase and cleaned. An advantage of this is that maintenance work can be carried out even during operation.
In a round construction, the round filter is a more compact, more durable separator. It is particularly suitable for separating large quantities of material, especially for use in conveyor or vacuum cleaning plants, as the area where the raw gas enters is designed as an efficient centrifugal separator. Example designs of filtering plants are shown in Figures 2 and 3.
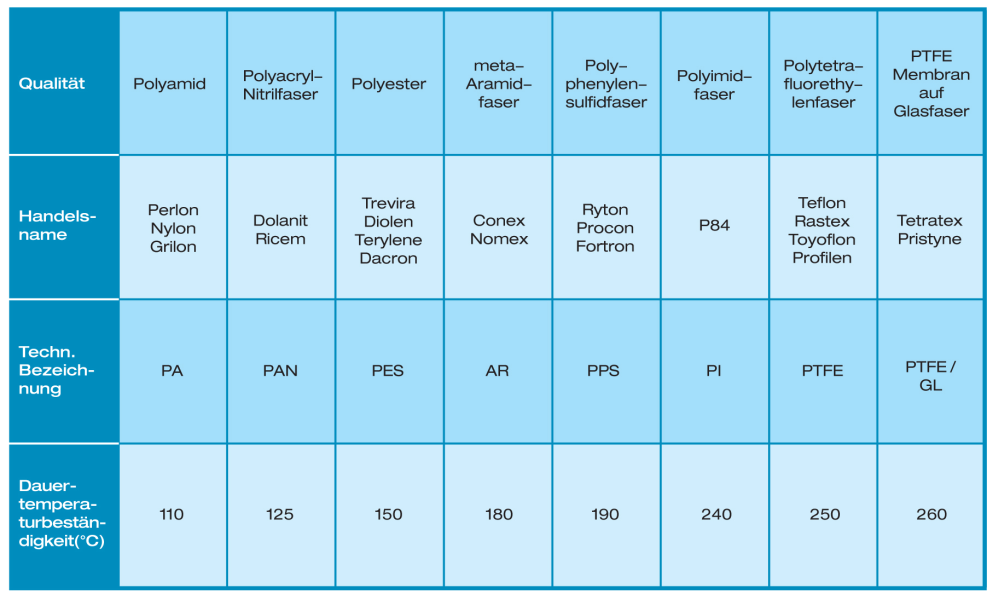
The right choice of filter medium has a crucial influence on the operating costs and the dedustingefficiency, especially in hot gas filtration due to the filtration and pressure loss behavior. Typical materials for filter bags are shown in Table 1.
Economical operation with homogeneous dust removal is only possible with uniform pressurization of the filter bags and an optimum utilization of the entire filter area. Velocity streaks and the formation of particle streaks should be avoided as, after a certain length of time, they can cause physical damage to the filter medium and the casing. The optimum distribution of the raw gas in the filter largely depends on the approaching flow of the filter itself. The pipeline to the filter has a considerable effect on the uniform pressurization of the filter material, as well as the parameters such as input speed, dust load and dust properties. The flow simulation shown in Figure 4 shows that, in the entire raw gas area, more or less the same speed and therefore a homogeneous distribution of the particles exist.
Purification system
The aim of all purifications systems is a high purification efficiency over the whole bag length and a low cleaning frequency for the filter bags. This is mainly achieved through dynamic, differential pressure-dependent or continuous cleaning.
In dynamic cleaning, the control device automatically reacts to the fluctuating dust load and air quantities and adapts the cleaning intervals and differential pressure to the best possible respective operating conditions. In differential pressure-dependent cleaning, the cleaning impulses are triggered when a pre-set filter differential pressure is reached. Finally, in continuous cleaning, the impulses take place at set intervals.
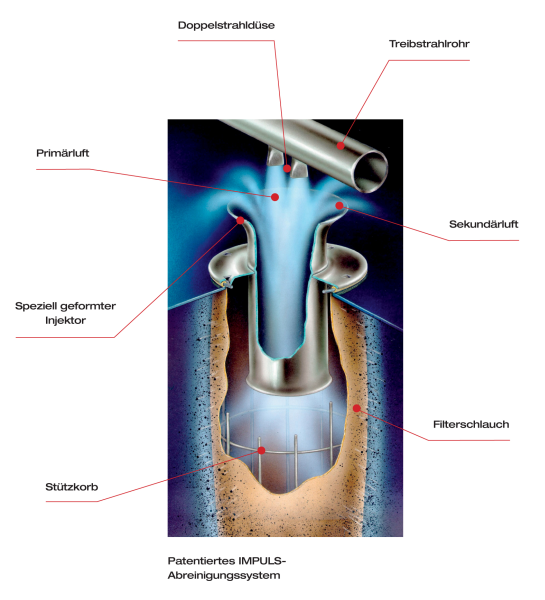
In one new design, the pulsed free jet of primary compressed air brings encasing clean air with it through the specially formed double nozzles on the propulsion jet pipes on its way to the injector. Both gas streams are mixed in the injector by momentum exchange and experience a considerable increase in pressure at the same time. This guarantees a high purification efficiency over the entire bag length and a low cleaning frequency for the filter bags (Figure 5).
Cupola furnacededusting
Today, cupola furnacededusting is mainly carried out in gas streams which are extracted separately. As the gases are hot, they must first be cooled down to bearable temperatures so that the filters are not damaged. This is mainly done by water injection in so-called hot gas coolers or by air cooled heat exchangers. The flue gases from the cupola furnace are usually captured above the furnace throat, i.e. the suction takes place at the end of the cupola furnace chamber.
Electric furnace dedusting
Electric-arc furnaces cause large emissions and their flue gases must therefore be collected and dedusted carefully. There are various ways of doing this. Flue gases are frequently collected directly at the upper furnace opening. A pivotable nozzle with a water-cooled sleeve collects the flue gases and a water jacket protects the suction pipe from heat damage at the beginning.
Furnaces heated by induction and resistance emit less solid matter but gases must still be removed during the melting process here (Figure 6).
All industrial dedusting plants should be subject to functional monitoring if they are operated continuously. In addition to the monitoring of the temperature, pressure, filling level and the rotation of parts which carry out the removal, a functional control of the cleaning of the filter bags may be carried out by monitoring the blow pipes and/or pressure vessels. Furthermore, a continuous fine dust measurement allows damage to the bags to be identified and localized .
Further references:
Extraction equipment