Die casting release agent
Release agent (e. g. Chem-Trend) usually water-miscible, sprayed onto the wall of the die casting mold during pressure die casting which prevents soldering of the metal to the mold and facilitates demolding of the casting.
In pressure die casting, the use of high-quality release agents and their correct application contribute considerably to achieving a high uniform product quality of castings. In addition, the resource-efficient use of materials has a significant influence on economic efficiency; thus, when choosing the right release agent, this results in low material requirements and disposal costs, in a prolonged service life of the molds and reduced rejection rates.
In the production of light-metal die castings, the selection of raw materials for release agents plays a critical role when it comes to the quality of components and the cycle time of the pressure die casting process. Requirements for release agents vary depending on the type of metal and alloy. It is therefore important to not only consider quality-related influencing factors such as film formation, demolding and cooling effect when using water-based release agents for the various die casting alloys, such as aluminum, magnesium and zinc alloys, but to also meet the overall requirement profile.
Composition of release agents
In order to provide a better understanding, the basic composition of release agents is described in the following with special focus on the importance of active release components. Concerning these process-relevant materials, today’s state-of-the-art release agents are distinguished based on three basic components which can themselves be present in a number of variants. The most widely known and oldest release agents include oils and greases. Already in the early 1950s, i.e. upon the advent of industrial pressure die casting, the then newly available compounds from the oil industry were able to be used as basic raw materials. Originally, the pressure die casting process was aided by the use of water-free release agents, usually consisting of oils, fuels, greases and numerous mixtures of these substances. In modern pressure die casting technology, only mineral oils of defined fractionation can be used due to the high process requirements and the reproducibility required by the industry. Here, the release agent manufacturer can chose from a variety of mineral oils, semisynthetic and fully synthetic products.
Furthermore, oils from renewable sources, so-called ester oils, are used in the field of pressure die casting more and more often. In addition to being renewable and having a positive impact on the CO2 footprint, ester oils exhibit chemical and physical properties which constitute a useful addition to the range of derivatives from the petrochemical industry. The selection of the above-mentioned oils is based on the process requirements, the product price and the experience of the release agent manufacturer. The advantage of all of the above oils is their good spreading effect on the tool. However, the thermal area of application for all oils used in pressure die casting is predefined and limited by the maximum admissible mold temperatures. A second class of release agents known since antiquity are waxes. The natural compounds of this class of substances include bees wax and wax-like compounds derived from plants. As the process conditions in pressure die casting are very demanding due to the mold being filled with liquid metal at temperatures of approx. 600°C and high metal flow rates, the use of natural waxes in pressure die casting is limited.
Thanks to crude oil fractionation and the rapid development in the petrochemical industry, waxes can also be produced synthetically. This opened up a whole new range of possible applications as the synthetic waxes are not only available and deliverable in large quantities but also in the form of countless compounds having the most diverse chemical and physical properties. The wax compounds used most widely in pressure die casting are based on polyethylene and polypropylene waxes. Over time, these substances have proven to be the best and most suitable variants used in non-ferrous pressure die casting.
Same as with the oils, the right and correct selection of waxes is based on the process requirements and experience of the release agent manufacturer. The most favorable properties of the wax compounds used today are good flow promotion for molten metals and good adhesion, in particular in the gating area. This is usually the zone in which the highest flow rates (see Flow rate in pressure die casting) are reached. Therefore, good adhesion of the release agent is of particularly high importance as insufficient adhesion leads to metal soldering, causing increased cleaning requirements associated with the corresponding tool wear. Another benefit of using waxes in pressure die casting – when compared to the above-mentioned oils – is the higher temperature resistance of the wax compounds. Depending on their chemical composition, waxes in release agent mixtures also provide good demolding capabilities up to much higher tool temperatures than with the use of oils. Moreover, water-based release agents allow higher dilution rates than oil-based release agents. As with oils, the lubricating effect of waxes can also be considered as very good. However, what needs to be kept in mind concerning mold release agents with a high wax content is that they can cause deposits in the form of so-called oil carbon in the mold cavity depending on the flow rate and geometric design of the die-cast component. In addition, wax-based release agents show a propensity to deposits in central supply systems as certain wax compounds posses low shear stability. Another criterion that needs to be considered when using wax-based release agents is the possible soiling of spraying tools and the die holding block.
New generation of release agents based on R-polysiloxanes
Release agent components of the latest generation are R-polysiloxanes. This product group has been introduced into the release agent recipe in order to ensure demolding at the ever increasing tool temperatures. One forerunner of R-polysiloxanes was traditional silicone oil which enabled good filling of the mold, visually attractive components and demolding at high tool temperatures. However, its use in industrial applications revealed rather quickly that the silicone oils used then involved a major disadvantage, limiting further use in pressure die casting: a massive interference with and impairment of subsequent painting processes. Therefore, an alternative was needed which was offered by R-polysiloxanes. Today, depending on their chemical composition, this group of substances is able to ensure the demolding of die-cast parts at the highest tool temperatures and also offer most of the benefits of silicone oil, i.e. it is possible to obtain visually flawless casting surfaces and a very good flow promotion for molten metal.
These substances also provide outstanding adherence to the mold surface and the property that release agent residues – in contrast to wax residues – on casting surfaces due to decomposition products of the R-polysiloxanes can be removed very well and easily by means of the cleaning processes typical today. This is based on those properties of the R-polysiloxanes which are similar to the ones of synthetic oils. The shear stability of R-polysiloxanes is excellent making this class of substances extremely suitable for use in central supply systems. In addition, the relatively high raw material price is compensated by the high dilution rates that can be obtained. Moreover, R-polysiloxanes were proven to have the least negative impact on joining processes by welding. It should be noted that when using release agents with a high content of R-polysiloxanes, the lubricating effect will be lower than the releasing effect. This information is particularly important for die-cast components having even the smallest draft. Just as wax components, R-polysiloxanes can, under certain circumstances, lead to deposits in the mold cavity.
Additives in release agents
In addition to the active release components mentioned above, additives are contained in water-dilutable release agents. The most important additives are emulsifying agents. They are responsible for ensuring that the organic raw materials described above will produce a stable mixture in the aqueous phase. Furthermore, corrosion inhibitors are used to protect the die casting machine and the casting tool against corrosion. Water-based release agents also require the addition of a biocide, protecting the concentrated release agent against microbiological contamination and the associated separation that would cause demolding issues when diluted.
Water-based and water-free release agents
In pressure die casting of non-ferrous metals, a distinction is made between the use of water-free and water-based release agents. Water-free release agents are mainly used in zinc die casting. This is due to the fact that the mold temperatures in zinc die casting are usually between 80°C and 180°C as zinc alloys have a lesser energy input than, e.g., aluminum-silicon or magnesium alloys due to their melting temperature of approx. 400°C. Thanks to new commercially available oils, the use of water-free release agents has also gained ground in magnesium and aluminum die casting – the benefits are obvious: the lower spraying volumes result in fewer waste that needs to be disposed of and, due to the non-existing cooling effect of water-free release agents, the tool steel is not subject to the thermal stresses typical of water-based release agents which can lead to premature aging or damage to the hot-forming steel. Moreover, the use of water-free release agents for magnesium alloys has the advantage that the thermal energy which needs to be supplied is much lower. However, when using water-free release agents, adequate extraction systems are required above the die casting machine in order prevent the resulting aerosols and vapors from escaping into the foundry.
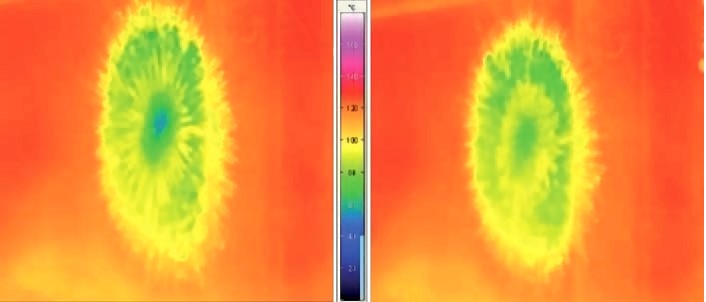
The release agents most commonly used in pressure die casting are water-based products. Here, release agent manufacturers can choose from a variety of options for combining the various mentioned raw materials in their well-equipped development laboratories and fulfilling the ever increasing process requirements. One of the most important purposes of the use of water-based release agents is external temperature regulation for casting tools (Fig. 1). The efficiency and quality of demolding and the component quality are not only determined by the spraying tool, tool quality and component geometry but also by the release agent composition and water quality.
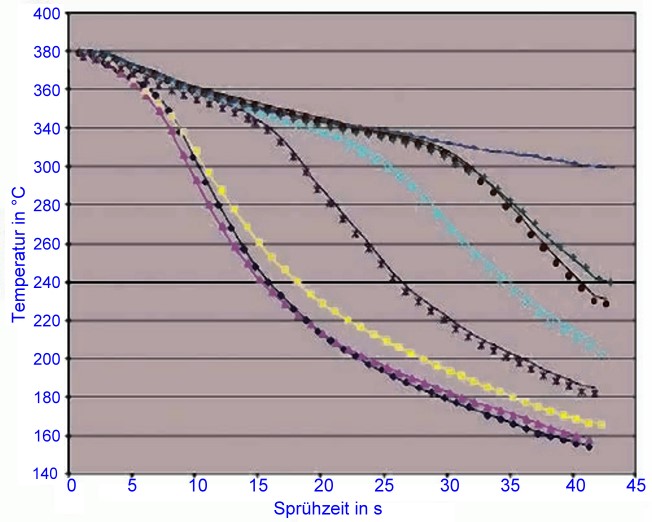
Today, water-based release agents can achieve wetting at tool temperatures of approx. 150°C to way over 300°C. So-called “high-temperature release agents” enable wetting and release film formation at very high temperatures. The thermal shock stresses generated by them are considerably lower than in the past (Fig. 2).
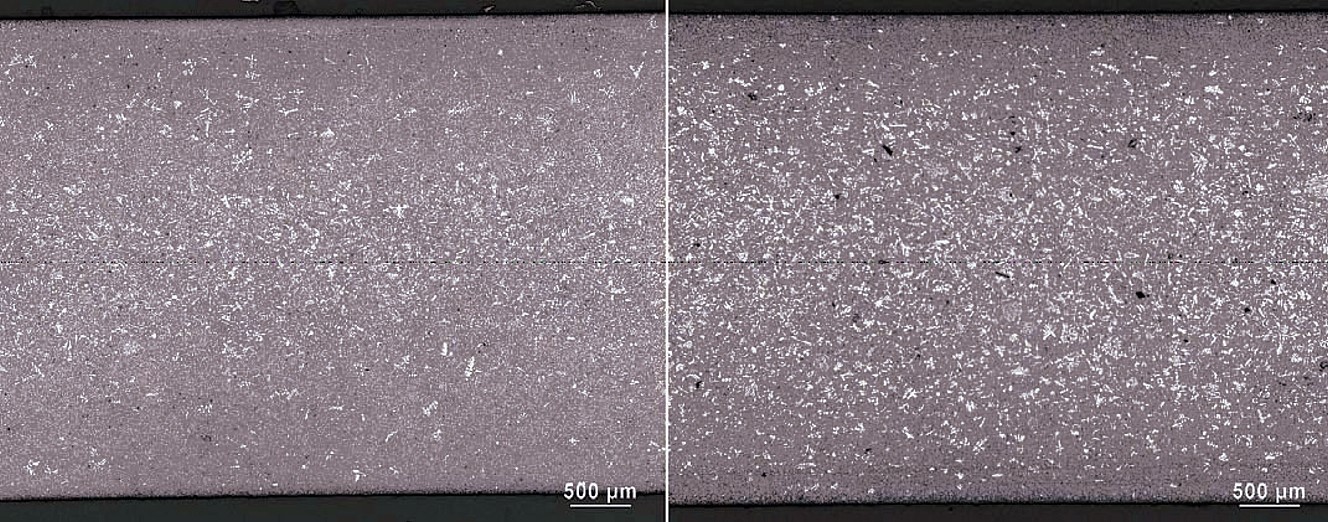
In addition to the alloy being cast, a variety of criteria must be taken into account when selecting a release agent, which include: how high is the draft, are surface parts being manufactured, which porosity class must be met, will the die-cast parts be used as safety components, will the component surface be refined, e.g. galvanized or painted, will the die-cast parts be joined by means of welding or gluing (see Welding of die-cast parts), are structural components cast from wrought alloys and with long flow paths, etc. (Fig. 3 and Fig. 4).
The application of the release agents must also be taken into account:
- Is the water quality suitable for diluting the release agent?
- In which system will the release agent be diluted and supplied to the individual die casting machines?
- Which spraying devices will be used for applying the release agent?
- Which residues could the release agents leave in the supply system, on the casting tools and, above all, on the die-cast part?
Generally, the criteria are extremely complex and often even conflicting. For this reason, it is important to select the release agents together with a trained and experienced application engineer of the release agent manufacturer.
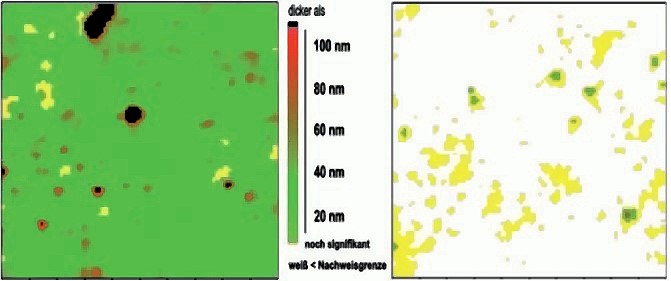
For the surface refinement often done with die-cast components, it must generally be ensured that castings are thoroughly cleaned prior to any galvanization, painting or, in particular, gluing. In light of today’s highly demanding processes and liability regulations, any impurities can result in significant risks (Fig. 5).
The commercially available cleaner series and the relating processes are suitable for this purpose. In terms of economic efficiency, the release agent price alone is not the most important criterion and should not be the only aspect considered by a company – a cheap product can result in productivity and efficiency losses during pressure die casting, reworking and subsequent refinement processes which cannot be compensated by the low purchase price.
Additional references:
Plunger lubricant
Auxiliary materials for pressure die casting