Die heating and cooling
In die casting, die heating and cooling using a temperature controller (oil temperature controller od pressurized water controller) is used for heating (see mold pre-heating) and retaining the mold on operating temperature where the latter includes heating and cooling the die casting mold (in many cases, this is also called heating/cooling device for temperature controllers).
However, a mold pre-heating through burners as some foundries still do today is not recommended since some mold parts such as thin cores or ejector pins heat quicker than mold areas with thick walls. This creates the risk of local superheating of the heat-treated mold steel (see Hot-forming steel) which may have the effect of a subsequent tempering treatment and reduce its strength. In single cases, infrared heaters or ceramic gas heaters are used which enable even heat distribution. Devices of this kind are installed between framework or mold forms and hinged between the opened mold halves. In this case, too, it needs to be ensured that there is no superheating case by accumulation of heat on exposed mold areas.
In many cases, molds are pre-heated before they are clamped on mold pre-heating stations. It is always necessary to check if pre-heating was sufficient or if it has to be continued after the clamping. Knowledge and the management of thermal processes in the mold are important factors to achieve an evenly high quality of die castings as well as to achieve mold service life. In case of die cast production, the die cast mold thermal balance (see also Thermal balance also plays an important role regarding parts quality and cycle time. The average mold temperature present during the quasi-stational operation mode is very important for mold filling and die cast solidification (Fig. 1).
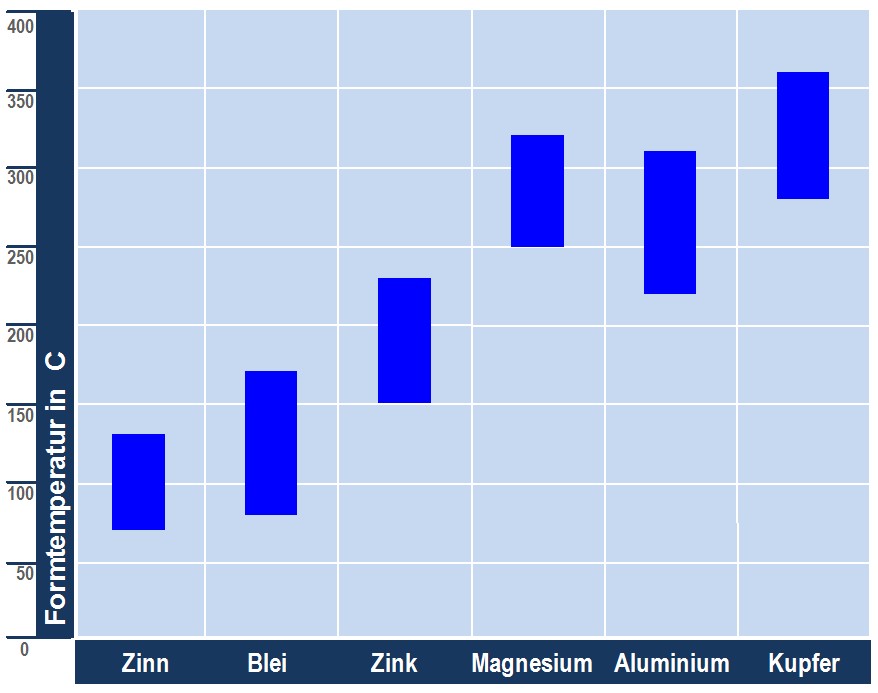
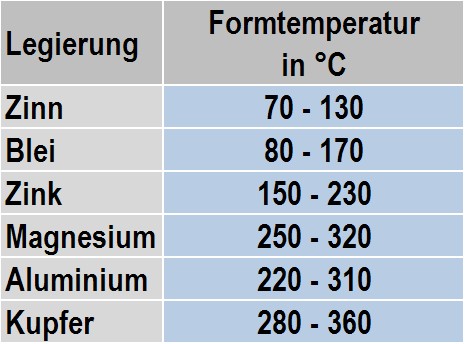
In areas where high casting quality is required, mold temperature and mold wall temperature represent primary quality criteria for die casting parts. However, it has to be ensured that the maximum values listed in Table 1 are exceeded neither during pre-heating nor during the casting.
Each die casting mold should be pre-heated to operating temperature before production begins which corresponds to the average mold temperature required for casting. In general, mold service life is prolonged and/or the mold is protected best if the temperature difference between casting and mold temperature is as low as possible. Die casting in cold or insufficiently pre-heated molds causes high tensions in the tool surface. The tension height is predominantly determined by the resulting instationary temperature distribution.
The reason for an instationary distribution is high temperature differences between the metal coated mold wall and the tool core. Mold temperature optimization regarding even temperature distribution and maximum temperature on the surface may delay tool damage, especially in the form of heat checking or stress cracks, and this way significantly increase the mold service life.
Leading heating/cooling device suppliers (oil and pressurized water heating/cooling devices):
Robamat Automatisierungstechnik GmbH, aic Regloplas GmbH, Thermobiehl GmbH, ToolTemp GmbH.
Additional references:
Thermal balance