Downsprue base
Lowest section of the sprue channel in sand casting at the junction to the runner (see Downsprue).
The liquid metal reaches a high flow rate the lower end of the sprue channel, the narrowest cross section. Due to the 90° deflection from the end of the downsprue to the runner, the cross-sectional area of which usually being greater than the smallest downsprue area, the flow rate is significantly reduced, i.e. the flow is slowed down.
At this point, the risk of turbulent flows forming and causing sand grains to be washed out of the mold and casting gases to be entrained is particularly high.
At large pouring heights, a splash core made of a more resistant mold material (e.g. fireclay, zircon sand) can be inserted in order to prevent mold erosion at the downsprue base.
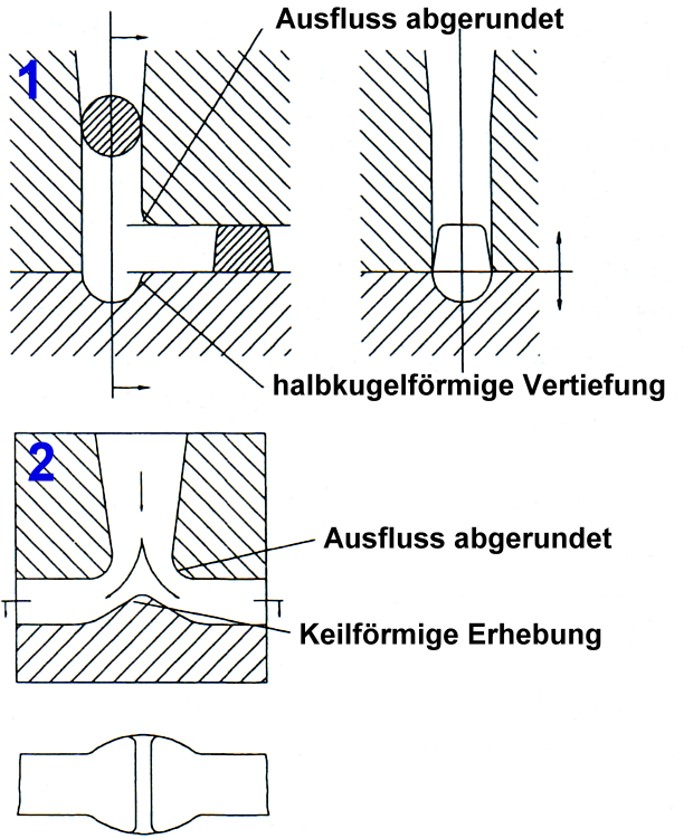
Fig. 1 illustrates two examples of junctions designed with favorable fluidic properties.