Erosion
Sanderosion, often near the gate, partly in combination with slag inclusions.
These defects may occur in combination with all cast materials that are cast in sand molds. However, iron-carbon alloys are particularly affected. These defects may also be caused by sand cores, independently of the molding or casting process.
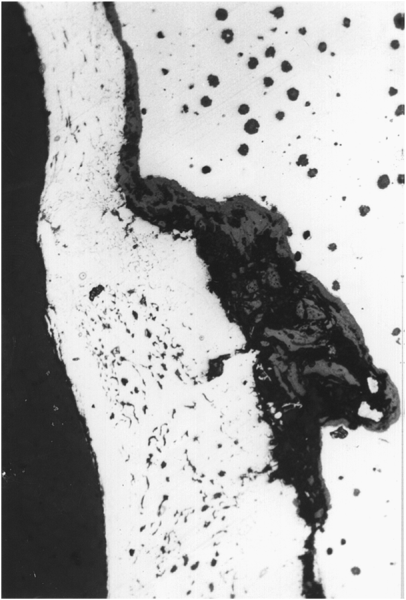
Sand inclusions become visible at the casting surfaces on top in the mold or under protruding cores and are often difficult do diagnose as they can hardly be related to a specific position. They can either be seen with the naked eye on the casting surface or after treatment (figures 1 to 3).
S&B Industrial Minerals, Marl, Germany notes: Insufficient binding of the sand grains by betonite leads to the release of sand particles during overflow. The defect particularly occurs in molds that dry out very quickly (high sand temperatures), are incorrectly prepared and contain insufficient water or betonite. The defect is increasingly observed near the gate at short and long casting times.
Erosion defects occur after long downtimes of non-cast molds due to loss of humidity. The defect has intensified since the introduction of modern high pressure molding plants, as these work with low compacting.
The used binder is not able to hold the quartz grain on the mold surface. They are washed out and incorporated in the outer parts of the casting.
The erosion tendency of betonite-bound molding sand mainly depends on the binder content, the binder quality, the betonite digestion as well as the tendency of the molding sand to dry out.
If the betonite content falls at identical compressibility of the molding sand, the tendency for erosion increases. Whether the sand grain is washed out of the mold surface depends on the cohesion forces that can be determined by measuring the green tensile strength. Betonites with higher montmorillonite contents have a low content of inert substances. This leads to increased green tensile strength / % betonite in the molding sand and to decreased risk of erosion.
Erosion defects are often caused by sands with insufficient compressability. Even low losses in water vapor lead to mold surfaces with insufficient quartz grain binding.
In case of signs of erosion, Levelink recommends increased sediment contents and application of finer sands. According to measurements by S&B Industrial Minerals, Marl, Germany, the use of finer sands leads to a considerable reduction of water vapor loss at the mold surface and counteracts the loss in binding force. The use of process carbon-containing carbon carriers and betonites has a similar effect. A higher and more uniform packing density of the sand grain can be achieved during molding. The evaporation of water is considerably decreased.
Additional references:
Mold erosion in permanent metal molds)