Extraction volume
Extent of the shrinkage cavity in a riser which is working properly.
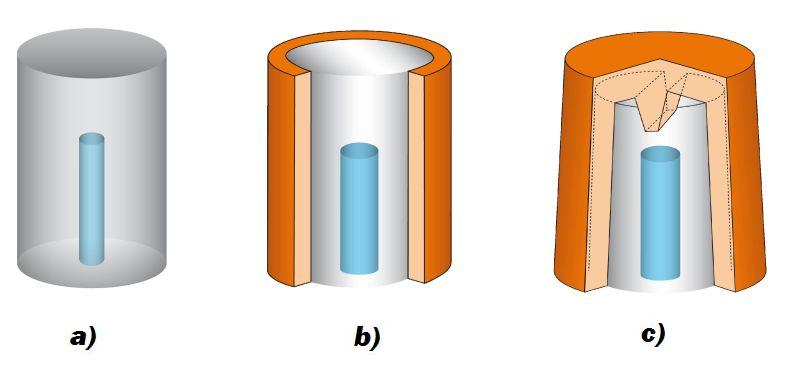
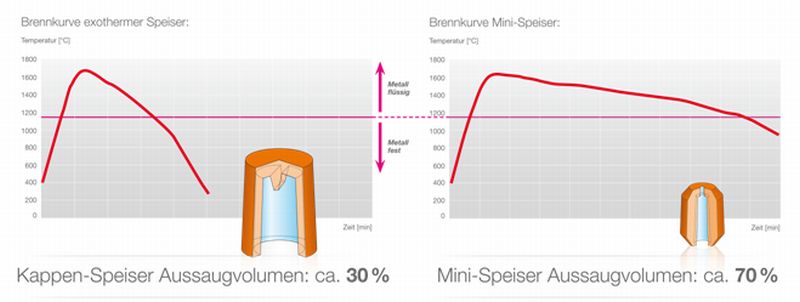
This so-called extraction volume must be extended to a maximum. However, for reasons of technological security, it needs to be limited by means of optimum riser sizing and design such that the cavity depth in the riser is not greater than 80% of the riser height. Figs. 1 and 2 show hot to improve the extraction volume using optimized riser shapes and illustrate the effect of exothermic materials regarding extractability. The mini risers widely used today have a very long burning time, i.e. the material required for feeding can be minimized and the extraction volume reaches maximum values. This considerably increases yield (Fig. 3).
The riser effect and thus the extraction volume are only ensured if the melt in the riser head remains in contact with the atmosphere during contraction of the casting. If a dense solidified crust forms prematurely at the riser head along with the solidification at the riser wall, the contact between the riser metal and the atmosphere is disrupted and the displacement effect caused by the atmospheric pressure is lost. With open risers, heat-insulating substances or exothermic compounds can be used to maintain contact with the atmosphere, while closed risers should conveniently be provided with a porous sand core insert in the riser head or a sand edge (Williams groove) extending into the riser cavity. Today, these so-called Williams risers are used in various designs, e.g. as a Williams tip or strip on naturally shaped risers, as Williams cores consisting of quartz sand or exothermic compounds, molded onto the riserpattern or inserted into the riser cavity.
Additional references:
Atmospheric riser
Blind riser
Exothermic riser
Insulating riser sleeve
Live riser
Riser type