Favorable casting engineering
Casting-appropriate engineering involves optimized design and/or layout of the casting system (Gating system) and the mold, including sufficiently dimensioned wall thickness ratios.
Complete and thorough filling with regard to the aspect of direct solidification is ensured when every cross section at a casting issues into an equally sized or enlarging connection with a riser (see Heuvers circle method).
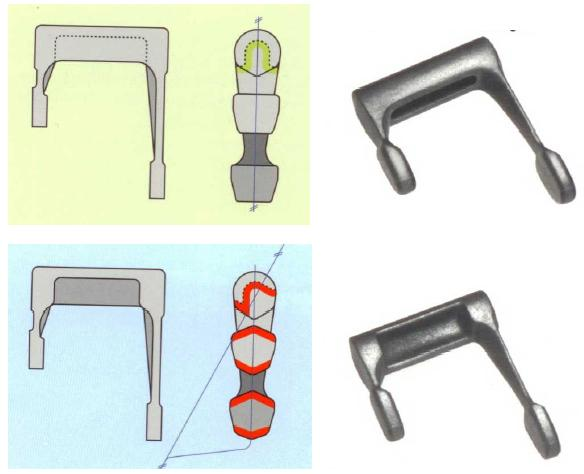
In this way, the solidifiying metal can flow into and fill up the solidifying and shrinking sections and prevent a volume deficiency at the inside of the cast part. If a part is insufficiently designed to suit casting requirements, a large number of risers (i.e. increased demand in molten metal = diminished casting yield), cooling ingots, special mold materials, etc. are required. Overall, the entire production process becomes more economically inefficient. Thick-walled sections always involve problems with redard to feeding, therefore, junctions must be eliminated if possible. General engineering principles are listed below and illustrated by the Figures 1 and 2
- Aim for consistent wall thicknesses (as few risers as possible)
- Opt for ribs instead of cavities (expensive cores may be avoided)
- Take into account parting options for the model and the mold
- In zones where material accumulation cannot be prevented, ensure a riser option by extending the cross section
- Eyes or offset faces that are positioned close to each other should be combined to form one surface
- Minimize the cleaning effort by means of favorable designs (significant time and cost savings are possible e.g. by including cleaning ribs)
- Clever design of core supports reduce the reject counts and ensure better access of casting cleaners for smoothing out the interior (keep apertures and openings as large as possible
Additional references:
Favorable casting design
Design of castings
Strain-related design Heuvers circle method