Gas porosity
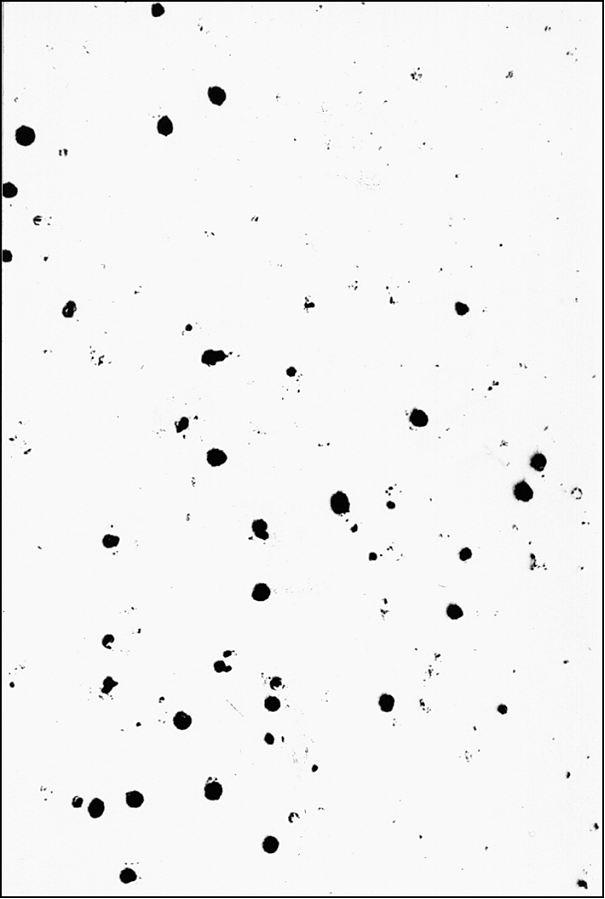
Almost circular pores with smooth-walled and blank inner surfaces, evenly distributed along a large cross sections (Fig. 1).
Gas pores must not be mistaken with rough-walled pores as a consequence of cavity formation (s. Cavities) . The defects preferably occur in metal alloys with large Soldification intervals, depending on the solidifcation characteristics (s. Solidification morphology) and are often accompanied by porosity, micro cavities, shrinkage porosity, surface porosity, oxide inclusions and the like.
Metal alloys with poor fluidity are at particular risk in this respect. Regions with material accumulation, wall thickness transfer points and areas in the proximity of gates are particularly prone to porosity. This defect is predominantly encountered in aluminum, magnesium, and copper alloys but also in cast steel, regardless of the molding process.
In contrast to that, cast iron parts have a tendency towards gas blistering due to the fundamentally different metallurgy of the material.
In cast parts produced by pressure die casting small cavities of variying depth and size can be found independent of the material. Porosity may be present without any visible signs (Figure 2). The cavities mostly have smooth walls and rounded shapes.
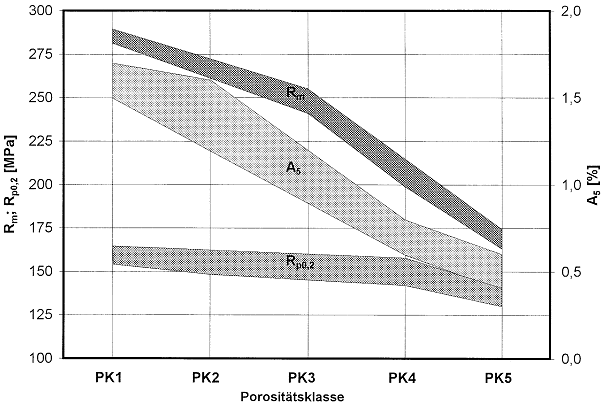
For conventional pressure die casting, which is known to hardly produce any non-porous parts nowadays, it is recommended to make appropriate agreements between manufacturers and cusotomers (e.g. mutual agreement about a porosity classification chart acc. to Figure 3). If the effects of different degrees of porosity on mechanical properties are known (Figure 4), it is easier to adjust the quality criteria required to the requirements applicable for the cast parts. In pressure die casting, the influence of different degrees of porosity on mechanical properties can be clearly visualized and quantified by means of the porosity classification chart.
Main modes of formation:
If gaseous melts are used for casting, the dissolved gases diffuse during cooling and solidification, since solubility is decreased with lower temperatures. Although a large proportion of the gases is capable of escaping, there are still gas residues remaining entrapped in the metal, particularly during castingsolidification, and thus form the pores in the structure. Burdening of the melt with gas (particularly applies for AlSi and copper alloys) takes place due to gas absorption during the melting process either through the air or the furnace atmosphere; through use of gassed, moist, or oxidized charge material; due to moist furnace lining, crucible or ladle material, and tools; faulty transfer and incorrect transport from the melting furnace to the holding furnace; or lack of degassing treatment after transfer into the holding furnace.
The cause for gas porosity in die cast parts is mainly air that is pressed into the mold cavity during the first and second phase (s. Shot phase, Changeover point). The air entrapped under pressure expands during solidification of the casting by compensating for volume shrinkage of the respective alloy. Moreover, the following aspects might be causes of porosity: Injection piston speed too high during the first phase, which may cause metal to be projected out of the filling port of the injection chamber resulting in agitation with air; also, poorly adjusted chronological sequence of the hydraulic phase order during mold filling (early changeover point to second phase and long pressure increase period during the third phase); insufficient capacity of overflows; and excessive and uneven piston lubrication.
Other causes may be a high flow rate of the melt in the gate (s. Flow rate in the gate) , too short mold-filling periods, low solidiification pressure, low mold temperatures in the gating area, unsuitable release agents due to incorrect mixture ratios and excessive release agent doses. Of course, an increased gas content (s. Hydrogen content, Hydrogen solubility) in the melt must be regarded as a cause for porosity.
Gas porosity may also be due to mold reactions (s. a. Gas blisters). For example, the melt may react with the water contained in the sand molds during casting. The casting heat primarily causes formation of steam; this steam may be reduced by the molten metal with steam and metal oxides are obtained as reaction products (that is the reason why gas porosity often occurs in combination with oxides) according to the equation (Eq. 1) .
Eq.1
The steam formed causes bubbles and inclusions in the casting and preferably blistering at the casting surface (boundary zone porosity).