Heating/cooling unit
Mold temperature control is used to heat the form to the operating temperature and maintain this temperature, ensure the uniform high quality of the castings, optimize the cycle time and increase the lifetime of the die casting mold. These tasks are taken on by “heating/cooling units” (also called “temperature controllers”), whereby these terms are understood to means all apparatus which brings a connected consumer to the production temperature by heating or circulating a liquid medium and keeps its temperature constant by heating or cooling.
The mold temperature is crucial for heat to dissipate from the melt and for the mold filling and solidification of the casting. One of the main sources of defects in die casting is a mold temperature which is not optimum for the casting technique.
Types of heating/cooling units:
A distinction is made between heating/cooling units which operate with water or heat transfer oil. The devices which use water usually have a a maximum flow temperature of 90°C or 180°C if it is a pressurized water unit. A maximum flow temperature of up to 350°C can be reached with oil units.
Further distinctions are:
- Heating/cooling units with a bath heater
- Heating/cooling units with a forced circulation system: oil temperature controller, pressurized water unit
- Heating/cooling units with direct or indirect cooling
- Single-circuit or multi-circuit units
Principle:
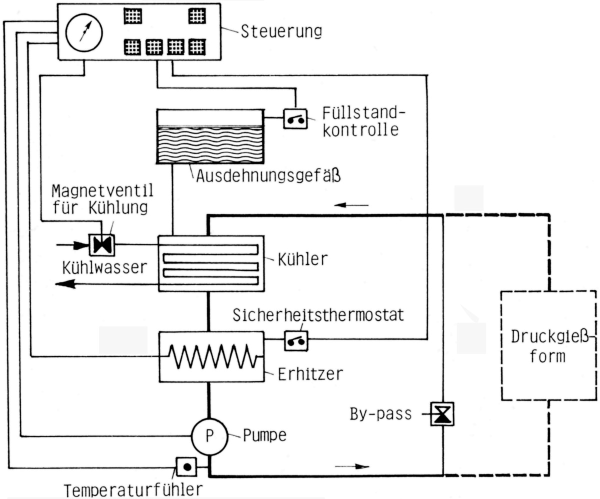
The basic principle is described in Fig. 1. The heat transfer medium is transported from the tank with a built-in cooler and a heater to the die casting mold by a pump and then flows back into the tank. A temperature sensor measures the temperature in the medium and passes the value on to the control system. This regulates the temperature of the heat transfer medium and therefore, indirectly, the temperature of the die casting mold. If the temperature in the mold increases above the set value on the regulator, a magnetic valve which is controlled by the regulator opens the cold water circuit until the temperature of the heat transfer liquid and therefore the mold temperature has reached the set value again. If the mold temperature is too low, the heater is turned on in the same way as the cooler.
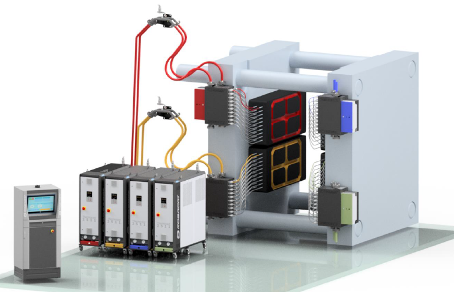
Oil temperature controllers are available which are usually equipped for flow temperatures of up to 300°C; specially designed units can create maximum flow temperatures of up to 350°C. Examples of such heating/cooling units are shown in Fig. 2 (Robamat Automatisierungstechnik GmbH) and Fig. 3. (Regloplas AG) Today, modern units are equipped with the standard bus interfaces for communication with the die casting machines and can therefore easily be integrated into the process and complete automated system.
The high-performance multiple zone temperature control unit type 2511, Fig. 4 (Robamat Automatisierungstechnik GmbH) was developed for multiple zone temperature control of up to 80 independent circuits.
This sophisticated temperature control system significantly reduces the cycle time and together with a contour close channel system in combination with optimized spraying it improves the product quality a lot as you can see in the video (Robamat Automatisierungstechnik GmbH).
The quick and reliable leakage control < 100 ml allows a safe production.
Additional references:
Thermal balance