High pressure die casting
High Pressure die casting (hpdc) is an industrial casting process in which low-melting alloys are casted into a two-part or multi-part permanent mold at high pressure and high speed for mass and batch production. Due to the high pressure (10 to 200 Pa) and the very high mold filling speed (up to 12 m / s) it is also called shot. The high mechanical requirements, e.g. locking force, temperature fluctuations, wear due to high forces when the melt hits, result in cost-intensive machines and die-casting molds. The required peripheral units, such as die sprayer in various designs, heating and cooling devices for temperature control of the mold, as well as removal devices and ejectors, result in a high degree of automation of the process. The energy-intensive and complex process allows for high die life and high and repeatable accuracy.
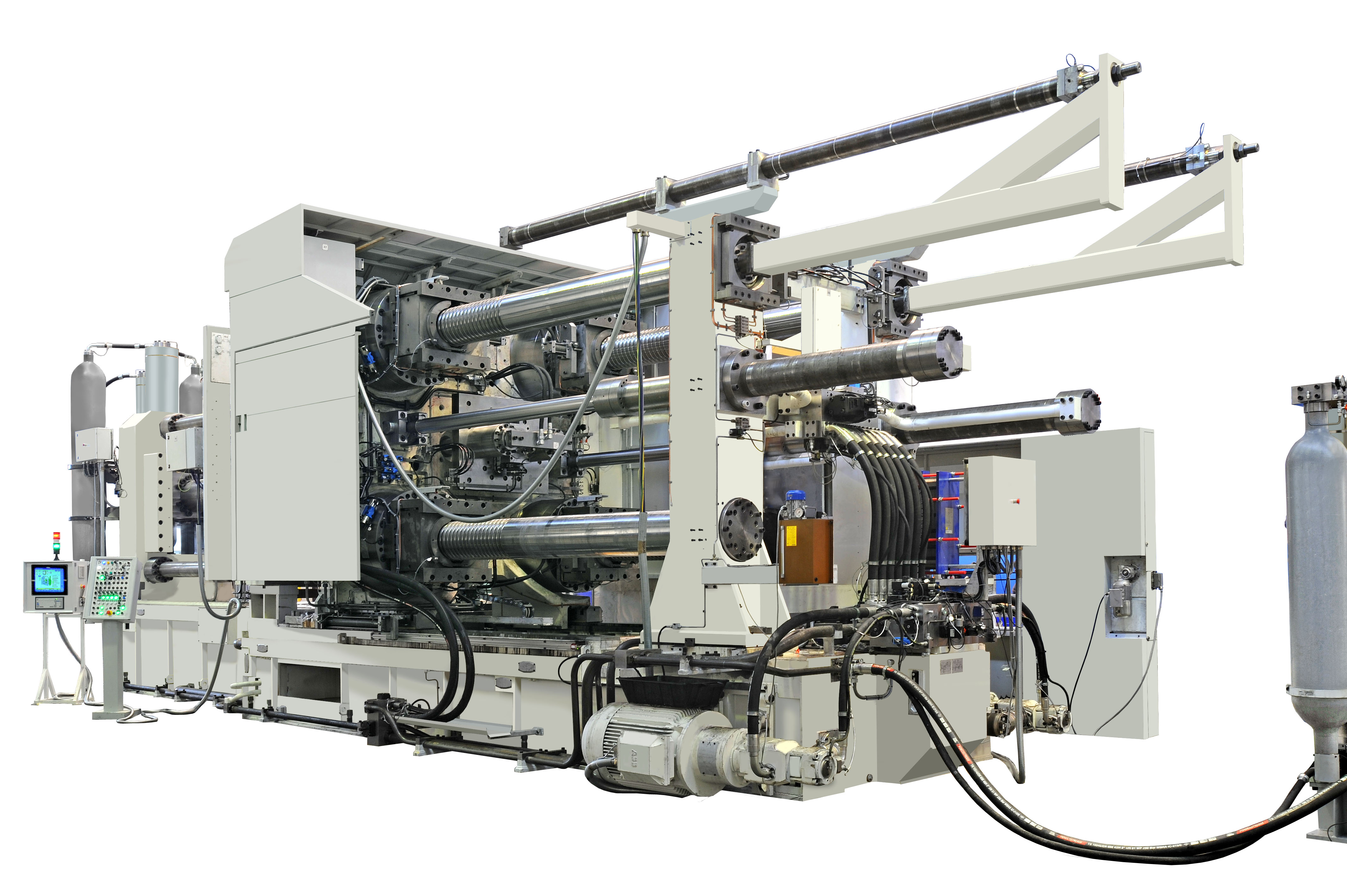
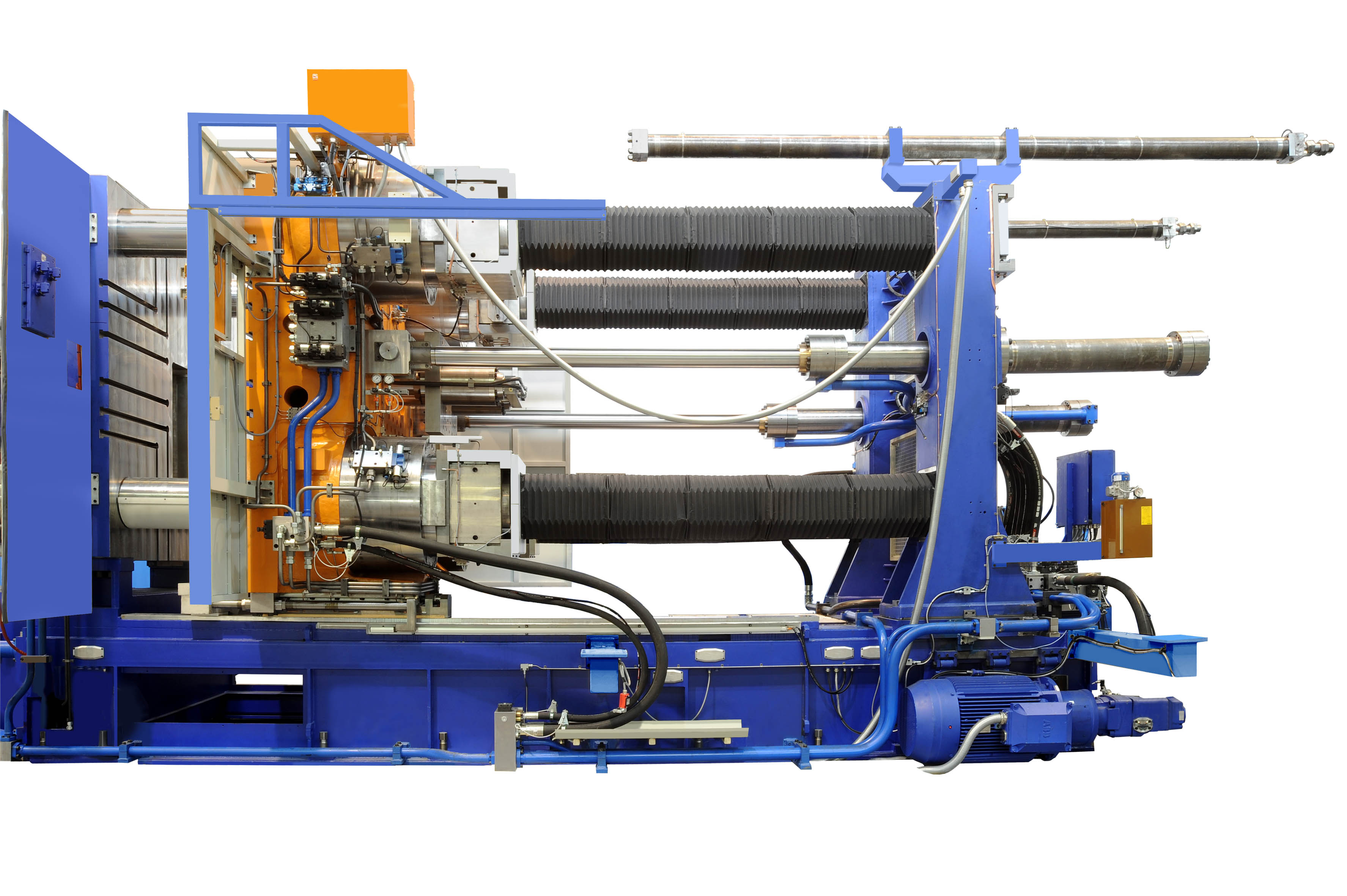
Some examples for high pressures die casting machines from Italpresse Industrie S.p.A. shows Fig. 1 and 2.
Due to the high number of parts, short cycle times and high process reliability, high cost-effectiveness is achieved in die casting. Close-to-product contours with smooth surfaces, high strength values and high dimensional stability are achieved and the post-processing of the cast parts is reduced. It is possible to manufacture components with complex geometries and small wall thicknesses in addition with large surfaces.
The process is distinguished in two process variants:
1. Cold chamber high-pressure die casting
2. Warm chamber high-pressure die casting
The distinction is generally made on the construction of the structure of the injection chamber. In cold-chamber hpdc, the casting chamber is located outside the holding furnace and is refilled by the dosing unit before each shot. In hot-chamber hpdc, the casting chamber is located in the molten bath of the holding furnace, which is connected directly to the machine. The required quantity of melt is removed directly from the furnace. Which method of the two is ultimately used depends on the cast material. In the cold chamber process, only aluminum, copper and magnesium alloys are processed. Due to the structural design, aluminum and copper alloys can not be shot on hot-chamber machines today, since this would lead to severe wear on the gooseneck. In the warm chamber process only tin, zinc and magnesium alloys are used. The machine sizes are divided according to the possible locking force and reach up to 800 t in the warm chamber process and up to 4500 t in the cold chamber process.
The procedure of the casting process can be divided into three phases, here the example of the cold chamber method:
1. Pre-filling phase
Here the injection chamber is filled up to the gate at a low piston speed. Thus, the air accumulated in the system can escape via ventilation ducts and the joint surface.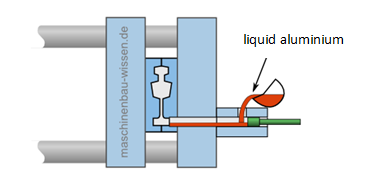
2. Die cavity-filling phase
In the die cavity-filling phase, the melt is "shot" into the mold by a high piston speed. Aeration as in the pre-filling phase is not possible here because of the short filling times.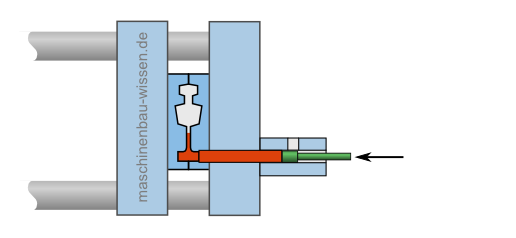
3. Pressure intensification phase
After the filling of the mold, the pressure intensification phase, at which high static pressure is also called final pressure, is built up in order to compress the trapped air and enable the post-feeding of the casting.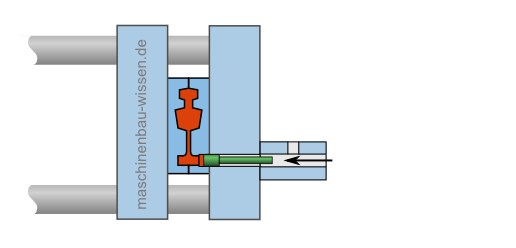
References:
de.wikipedia.org/wiki/Druckguss
wizard.webquests.ch/druckguss.html
Boris Nogowizin: „Theorie und Praxis des Druckgusses“
More videos on Foundry-Skills