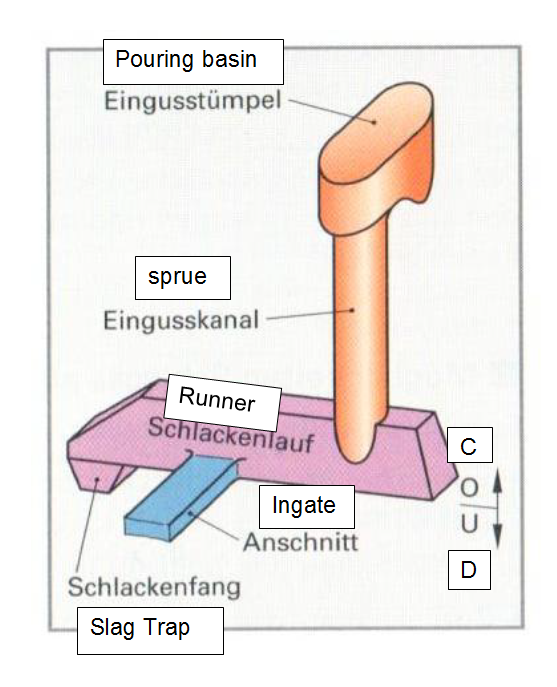
Ingate
Casting channel, which opens directly into the mold cavity. The ingates have the task of guiding the metal from the (slag) runner to the actual mold cavities. Most advantageous are flat ingates, that means those with a wide, flat flow cross-section.
In the ingate system usually the runner in the cope site and the ingates are arranged in the drag site of molding boxes. On the other hand, in non-ferrous metal casting, you will often find the runner in the drag and the ingates in the cope site of boxes.
The design of the ingate system and its dimensioning shall be carried out in accordance with the laws of hydromechanics and with particular reference to the specific casting characteristics of the casting materials concerned and the particular casting method used. The ingate cross-section is dependent on the mass and the desired casting time of the casting and is dimensioned individually, taking into account the casting performance in the mold filling and the given casting geometry.
The ingate is only part of the entire casting system (see figure). The flow cross-sections for the sprue, runner and ingates must be in the correct ratio to each other (see ingate calculation).