Kish graphite
According to EN ISO 945-1 also referred to C graphite or primary graphite that crystallizes directly from the melt in predominantly hypereutectic cast iron.
The prerequisite for formation of kish graphite is solidification without supercooling. This applies for both the initial phase of solidification and for hypereutectic composition, i.e. degree of saturation > 1. Within the structure, kish graphite mainly occurs in two forms. With rather slow cooling, in thick-walled castings, that is, very coarse, straight lamellae can be observed, as is illustrated in Fig. 1. These can be clearly differenciated from the finer flakes of the eutectic. Naturally, these large graphite lamellae decrease the strength properties of the material.
In most cases, presence of such lamellae is indicative of faults in the charge make-up or of incorrect cast iron qualities with degree of saturation above 1 selected for a thick-walled casting. With silicon-alloyed cast iron types, the risk of kish graphite formation is particularly high since silicon largely shifts the eutectic point to the left in the iron-carbon phase diagram. With silicon contents of 6 % this point is at 2.25 % carbon. This shows that kish graphite already occurs at relatively low carbon contents.
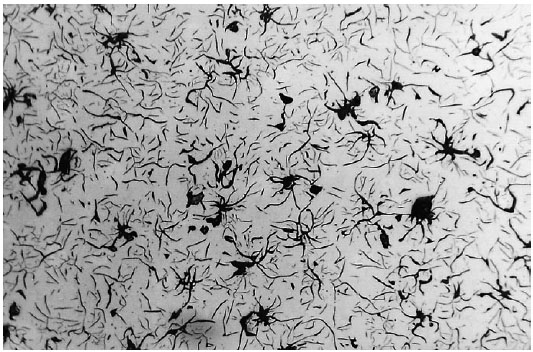
For thinn-walled castings, it is required to use hypereutectic cast iron grades to prevent white solidification, which entails great hardness and rigidity. In these types of castings, kish graphite forms spidery structures as is illustrated in Figure 2.
Upon tapping of the iron melt, the primarily diffused graphite rises to the top of the ladle due to its low density and forms a graphite layer at the surface of the melt, which can be skimmed off. This behavior has lead to the name of “kish” graphite.