Lustrous carbon
Organic additives in mold materials (carbon) and binders for molds and cores (synthetic resins) develop volatile and hydrocarbon-containing materials due to the heat when being cast which are cracked in reducing atmosphere. This results in lustrous carbon which coats sand grains of the molding material at the metal/mold boundary surface and prevents a wetting through liquid casting material.
The use of a lustrous carbon former is based on its high carbon content in the structure and its capability to release this carbon by thermal decomposition in the form of gaseous, volatile, organic components through contact with liquid metal. Parts of the carbon in the gas phase initially reacts with the oxygen contained in the mold so that this oxygen is not available for reactions with liquid iron. This results in a reducing atmosphere which is supersaturated with oxygen.
Under certain conditions, pure carbon is deposited from this atmosphere on the hot molding sand at the metal bounding surface. This pyrolytic graphite layer causes a reduced wettability by liquid iron and thus prevents reactions with the molding sand. Burn-on and fusions are prevented (see burnt-on sand).
Another often described function is the development of a gas blanket which also prevents the penetration of liquid iron in the pore volume of the molding sand. However, the theory of a gas blanket development has been contested since the beginning of the 60s. In addition to the tasks described above, organic additives also cause a cushioning of the quartz extension in the molding sand. Depending on type and quality, lustrous carbon former soften in a certain temperature interval which should be identical with the one of the quartz extension in order to create space for the quartz grain extension (see also sand extension). At the same time, they counteract the drying shrinkage of the binder caused by temperature and thus result in an improved unpacking behavior.
During casting, the mold surface is quickly heated up to temperatures of approx. 1000 °C, where at the same time the following reacionts take place:
- Due to degassing of substances contained in the sand with volatile hydrocarbons, a reducing atmosphere develops.
- Lustrous carbon disassociates from these volatile materials during thermal decomposition which coats sand grains with a thin membrane close to the boundary layer.
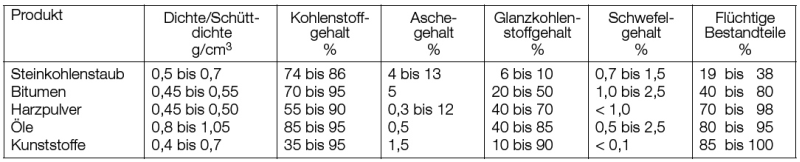
- The substance containing carbon (such as carbon dust) is expanded, at the same time behaves in a quasi-plastic way and grows into the sand pores due to its large dilation where it is turned into semi-coke. The reducing atmosphere enables the development of lustrous carbon, which according to its atomic order comes between coke and graphite, and protects it from oxidation. Due to its bad wettability is prevents that molten metal can get into the molding sand pores and also prevents a reaction with the quartz grain. This results e.g. in positive effects of the carbon dust additive in the mold material on the casting surface. Due to its typical softening characteristics the number of sand extension defects is also reduced (Table 1).
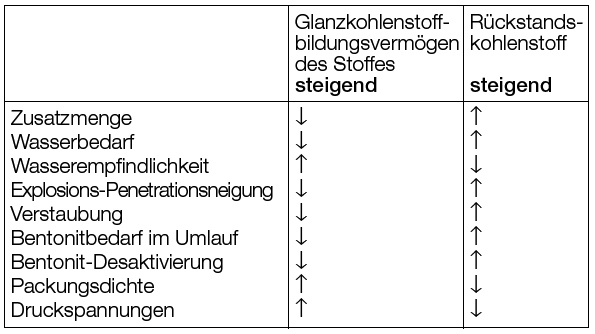
Increasing additives of hard coal dust or other lustrous carbon formers and higher amounts of decompositions products (coke) in the worn mold material increase the water demand of the mold materials and reduce the gas permeability. In addition, the danger of lustrous carbon membrane development increases as does the danger of casting defects. This results in technological limit values for additives (Table 2).