Lustrous carbon film
This defect pattern (Bilder 1 bis 3) predominantly occurs in cast iron materials (cast iron with flake graphite, nodular and vermicular graphite, melleable cast iron) but has also been observed in cast steel.
This defect mainly occurs in core-intensive castings produced in organically or inorganically bound sand molds.
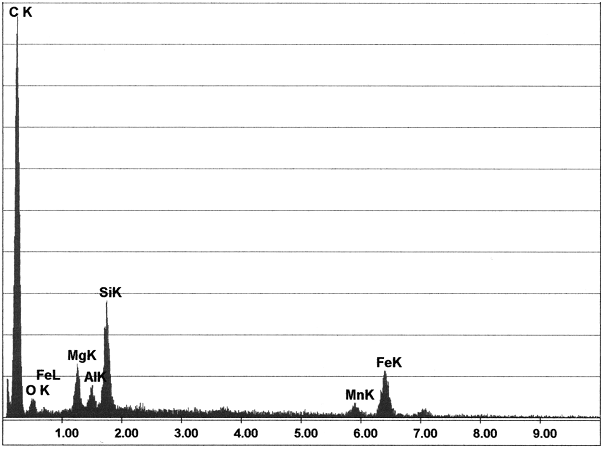
In nodular graphite cast iron, this defect is frequently found in combination with oxide andslag inclusion. It is characterized by clearly limited, graphitic rippled, wrinkled, thin skins of lustrous carbon (EDX analysis in Figure 4), which are visible at the casting surface due to their pitted or scarred appearance (more distinct at unblasted parts) and which separate the material cohesion in the interior of castings and thus have a negative effect on mechanical and dynamic properties of the casting.
Organic additives in mold materials (carbon) and binders for molds and cores (synthetic resins) develop volatile and hydrocarbon-containing materials due to the heat when being cast which are cracked in the reducing atmosphere of the mold cavity. This results in lustrous carbon which coats sand grains of the molding material at the metal/mold boundary surface and prevents a wetting through liquid casting material. During casting, the mold surface is quickly heated up to temperatures of approx. 1000 °C, where at the same time the following reactions take place:
- Due to degassing of substances contained in the sand with volatile
hydrocarbons, a reducing atmosphere develops. - Lustrous carbon disassociates from these volatile materials during thermal decomposition which coats sand grains with a thin membrane close to the boundary layer.
- The substance containing carbon (such as carbon dust) is expanded, at the same time behaves in a quasi-plastic way and grows into the sand pores due to its large dilation where it is turned into semi-coke.
The reducing atmosphere enables the development of lustrous carbon, which according to its atomic order comes between coke and graphite, and protects it from oxidation. Due to its bad wettability is prevents that molten metal can get into the molding sand pores and also prevents a reaction with the quartz grain. This results e.g. in positive effects of the carbon dust additive in the mold material on the casting surface. Due to its typical softening characteristics the number of sand expansion defects is also reduced.
If the sum of lustrous carbon-forming additives (s. Lustrous carbon former) is too high, the lustrous carbon films may be detached due to occurring gas pressure and through turbulent mold filling and may pile up at the casting surface due to density differences or within the structure during solidification.
If cold box cores or Croning cores are inserted into bentonite-bound, carbon dust-containing molds (mold and core forming materials for these processes produce significant amounts of lustrous carbon), oversupply of lustrous carbon may be available so that the lustrous carbon films formed are inevitably detached.
Excessive proportions of reclaimed material in the core mold material (used core sand) may also promote occurrence of this defect. In most cases oversupply can be identified from the fact that the surfaces are extremely smooth, similar to cold casting (cold shuts), although cold casting methods are actually not used, which can be seen from parting line burrs, for example.
In thick-walled castings produced of cast iron materials in evaporative patterncasting processes (lost-foam method) this defect can also be observed. In this scenario, the cause of the defect is the rigid polystyrene foam that is used for the patterns and which evaporates during casting. In addition to hydrogen and carbon oxides these pyrolysis gasses contain hydrocarbons, which may lead to lustrous carbon oversupply upon long-term thermal loads.
Measures for prevention (acc. to S. Hasse, FT&E):
1. Reduction of lustrous carbon formation in mold sand, i.g. reduction of the addition quantities of coal dust < 4 % or utilization of other carbon carriers with lower lustrous carbon forming capacity.
2. Reducing the quantity of coresand added to bentonite-bound mold material, particularly core residues with no or little thermal loads (core prints, sand cake/lumps).
3. Reduction of the quantity of binder added for core-making or drawing on binders with lower lustrous carbon-forming capacities.
4. Reduction of the proportion of reclaimed material in the core molding material.
5. Venting core cases through core prints and the mold parting line(s).
6. Application of a facing coat or adjustment of a thicker facing coat; no facing coat on core prints, or check core prints for facing coat residues.
7. Improvement of the permeability to gas of the molding material, if required reduce the compacting pressure of the molding machinery.
8. Increase in casting temperature, fast casting with laminar flow.
9. For pattern-making in lost-foam casting methods only use special hard foam materials that generate less hydrocarbons during casting (e.g. polymethyl methacrylate PMMA).