Magnesium treatment
General expression for introduction of magnesium into cast iron melts for production of nodular graphite cast iron.
Since formation of nodular graphite is only possible in nearly sulfur-free melts, the quantity of the magnesium additive must be proportionally increased for higher sulfur contents in the base iron. To this end, the following relation applies (Eq. 1):
Eq. 1:
S = sulfur content in iron prior to treatment
Mg = intended magnesium content in iron
To obtain a high degree of nodularity, a magnesium content of 0.04 to 0.06 % in ready-to-cast iron and a magnesium yield between 25 and 60 % is commonly envisaged. Taking an average yield of 40 % as a basis, the following applies acc. to Eq. 2:
Eq. 2:
For production of a base melt for GJS, generally all types of melting devices suitable for cast iron production can be used. However, the different types of melting devices produce melts in different qualities. Depending on the production program and operating conditions, to obtain nodular graphite cast iron the base iron is predominantly melted using the following processes:
- Melting in crucible induction furnaces (Simplex method)
- Melting in cupola furnaces or arc furnaces, potentially also in rotary furnaces
- Transfer into induction furnace (crucible or channel furnace) for analysis and temperature correction (Duplex method)
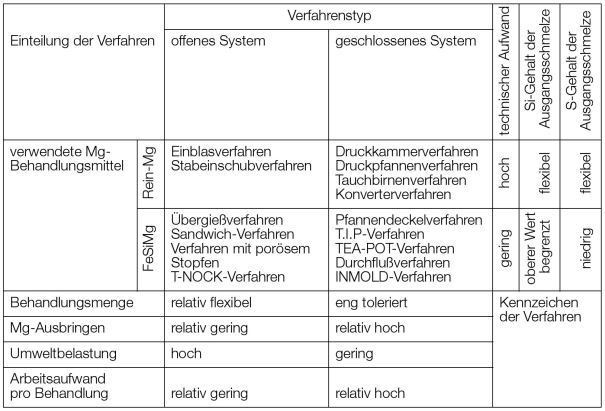
The correct selection of the magnesium treatment methoid (Figure 1) for the respective application cases is critical for the quality level, efficiency, and production process of GJS making. As general rule, three process steps are required that cause nodularity in the graphite, on one hand, and the required matrix, on the other hand.
- Desulfurization
- Magnesium treatment
- Inoculation
With the pure magnesium process, desulfurization and magnesium treatment may be performed in one step for some applications.
The initial sulfur content in base iron is of great importance for successful magnesium treatment. To ensure technically and economically ideal magnesium treatment, the initial sulfur content must be < 0.02% if magnesium is added in form of a master alloy. Treatment with pure magnesium allows for higher sulfur contents, however, the percentage must be known exactly. The greater it is in the base iron, the sooner it is likely for reaction products, e.g. manganese sulfide, to occur and for inclusions to remain in the casting. Therefore, desulphurization is also partly necessary.
For desulfurization of base iron, calcium carbide is mainly used. Desulfurization itself is not carried out within the melting furnaces. Shaking ladles and bar mixing devices are suitable; even injection into the melt or strewing into the treatment ladle before tapping results in effective desulfurization.
Because of its low density and low boiling point, insertion of magnesium directly into the melt is not readily possible. The issue of safe incorporation is therefore resolved by producing a magnesium alloy with other metals (nickel, silicon, copper).
The vapor pressure is considerably decreased by this transformation of magnesium into metallic compounds so that safe operation is guaranteed. The products of this process are referred to as master alloys and are usually incorporated into the melt by means of the tundish-cover or sandwich process. Master alloys with higher magnesium content (approx. 35 %) are incorporated into the filled ladle with the help of an immersion bell. Today, the filled-wire inoculation method using magnesium treatment wire is increasingly used.
It is mandatory to incorporate pure magnesium into the molten metal in closed treatment vessels. In this context, it is predominantly the Georg Fischer converter process and implementation of an immersion bell that have been established in practice.
The inmold method is a special process in that the master alloy with a low magnesium content is positioned in a reaction chamber directly in the casting mold and that the poured iron with a particularly low sulfur content reacts with the master alloy inside the mold. Chamber size, pouring rate, and dissolving properties of the master alloy must be carefully adapted to one another.
After magnesium treatment, so-named inoculation of the magnesium-treated melt must be carried out (this does not apply for the inmold process, since inoculation already takes place during treatment).
In addition to the carefully directed graphite precipitation (number and size of spherolites), adjustment of a favorable nucleation state also results in obtaining the required matrix along with the desired properties. The most effective late inoculation processes utilized in practice are stream inoculation and mold inoculation. With these processes, the inoculant is blown into the stream during casting in a precisely dosed quantity, or similar to the inmold method, positioned into the mold and thus dissolved by the liquid iron.
In any case, inoculation significantly contributes towards gray solidification, it causes a higher count of nodules with finer structures and eventually promotes ferrite formation. All this results in great ductility of this material.
Additional references:
Fading effect
Inoculant inclusions
Magnesium fading
Magnesium yield