Metal penetration
This defect may occur with all molds made on the basis of sand molding processes (in particular green sand molding processes), irrespective of the material, as the result of physical/chemical interactions between melt and molding material components.
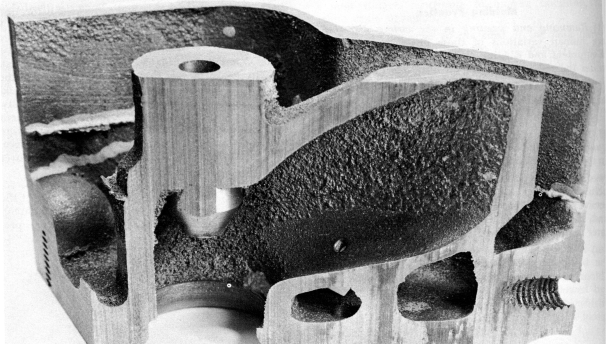
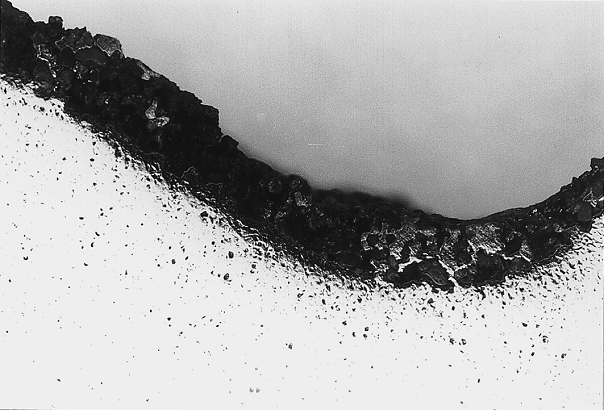
Reactions between metal and molding material cause melting phases which cause burnt sand (sintering) and metal penetration (figures 1 and 2). This defect mostly occurs with casting of cast alloy steel. It is clearly visible to the human eye on the casting. Copper-tin alloys and zinc alloys are also at risk.
Metal penetrations especially occur at the edges of the sand mold or sand core where the metal remains liquid for a longer period due to the geometry of the casting and the molds become very hot.
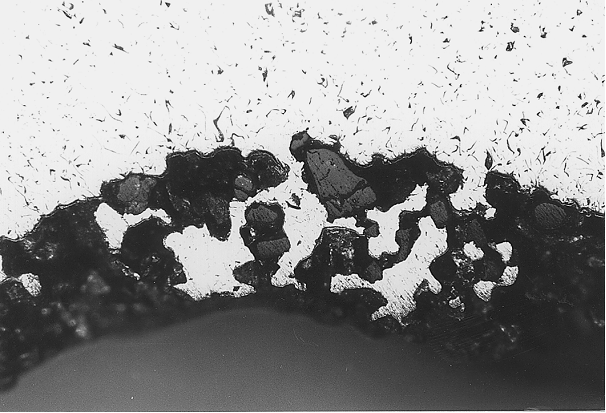
Compared to real mechanical/physical penetration, metal penetration is a chemical penetration. Possible formations of thin sand crusts made of individual quartz grains adhering to the casting are referred to as burnt sand (sintering). If this thin and finally very tightly adhering layer consists of molten sand with the entire surface looking like pox, it is referred to as metal penetration (figures 3 to 5).
It is hard to clearly distinguish between conventional penetration and metal penetration. Metal penetration is always preceded by conventional penetration and sintering.
In any case, although this defect does not always cause reject, it does considerably increase finishing work.
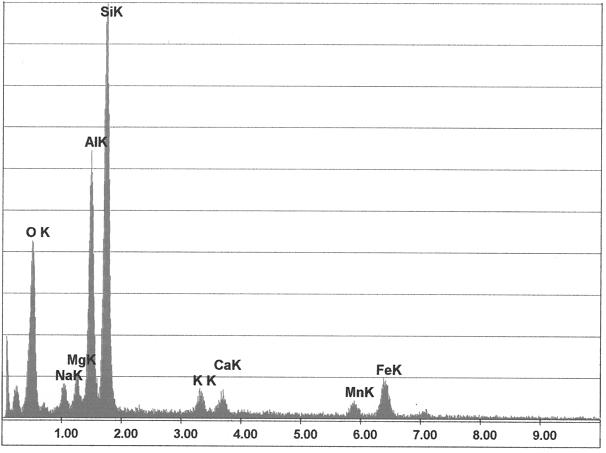
The wetting tension during metal penetration can be influenced in a way that the penetration pressure (see Penetration) drops below the existing metallostatic pressure thus considerably increasing penetration on the casting on the one hand. On the other hand, melting phases may occur as a result of the reactions between metal and molding material with the atmospheric oxygen in the mold cavity and in the mold material pores significantly contributing to this process. These melting phases cause the formation of silicate layers (metal penetrations).
At higher temperatures, both the quartz sand and the decay products of clay react with metal oxides (e.g. FeO) forming low-melting orthosilicates. The reaction is based on the following equations (equations 1 and 2):
Eq. 1:
Eq. 2:
The iron oxides which are formed during this reaction wet the mold material much more than metallic iron thus allowing for increased sintering and burning effects. In general, it can be expected that reactions between metal and mold material result in intermediate layer phases which show a different behavior regarding wettabiliy and reactivity depending on the composition of their reactants. Previous metal vapor ingress increases the likeliness of metal penetration. The manganese oxide slag generated during manganese steel production is very aggressive and increases the likeliness of metal penetration on this material.
Measures for prevention:
1. The recording of the sinter behavior of bentonite, basic mold material and mold material mixtures on the basis of tests is recommended for the prophylactic prevention of defects. The sinter behavior of these components should in any case achieve highest values.
2. Molding sand should be free from contaminants which allow for the reaction with slag and the formation of low-melting slag.
3. Increase the temperature resistance of the molding material by adding new sand (in order to reduce oolitization); do not use or add sand including impurities.
4. Use of chemically neutral basic molding materials, e.g. chromite sand instead of quartz sand is benefitial.
5. Careful coating of molds and cores, avoiding small cracks in the coating layer; if necessary, the coating thickness must be increased.
6. By adding sufficient components forming lustrous carbon (see Lustrous carbon formers), the formation of reactive oxides and slag should be avoided.
7. Any measures used to prevent conventional penetration also have a positive effect on the prevention of metal penetration.
Additional references:
Surface defects