Mold filling time
Time needed by a melt to completely fill the mold cavity.
The mold filling time needs to be known in order be able to mathematically design a casting system, i.e. to size the downsprue, runner, ducts and gates (see Gating system). In practice, it was shown that, under nearly the same conditions, comparable castings can be produced without defects using different mold filling times.
Therefore, there is an optimum mold filling time within a tolerable interval limited by a minimum and a maximum filling time (filling time limits). Exceeding or falling short of these filling time limits increases the probability of casting-related defects.
The mold filling times can be determined by calculation and have also been established empirically for various alloys and castings on many occasions. Generally, an average mold filling time or casting rate is applied in practice.
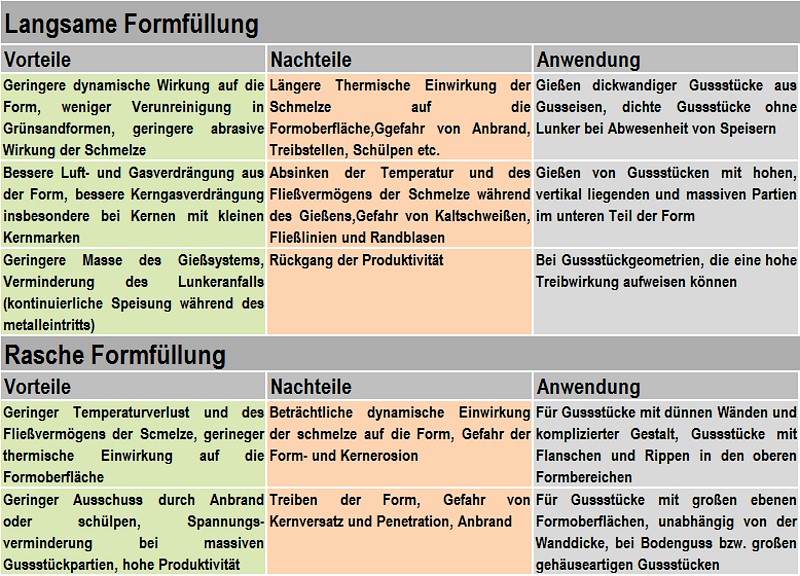
For sand casting, Table 1 provides an overview of the advantages and disadvantages of slow or fast mold filling.
Additional references:
Mold filling time in pressure die casting
Gate speed
Casting time diagram