No-bake process
The maximum casting part wall size which can be casted without larger penetration defects is 50 to 100mm. These are typically used for machine tool casting, casting parts for general engineering, roller casting, casting parts for wind power plants and polygraphic machines.
In core production, the No-bake process is used for medium-sized and large cores of 50 to 4000dm3 of molding material volume. In this case, too, thermal capacity of the molding material limits the uses regarding the maximum wall thickness and the casting material type.
There are restrictions regarding cast steel and casting parts made of aluminium alloys (thermal durability, retained strength and core breakdown). The worn molding material can easily be regenerated. The regeneration degree enables a high re-use both after mechanical and pneumatic regeneration. The reclaimed material is compatible with all general molding materials and enables a re-use in other molding processes.
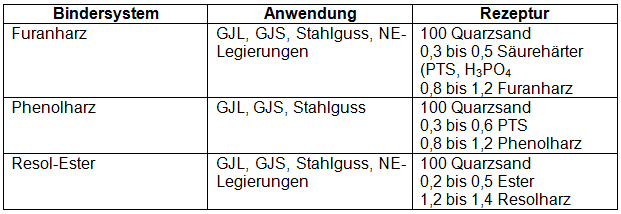
Continuous mixers are predominantly used for conditioning. At the beginning of the mixing trough quartz sand and a catalyst are added, after mixing the two components, the binder is added. At the end of the mixing trough, the finished mold material can be taken out directly and filled into the molding tool. ÃThe exact addition of the individual liquid components is carried out by dosing equipment. Process characteristics may be set to any limit through the relevant combination of resins, hardeners and/or binder and hardener percentages. From a technological point of view, these molding materials can be universally used.
The basic hardening principle of cold-setting resin molding materials is based on polycondensation (phenol and furanc resins) or polyaddition of organic compounds which result in molecule growth with hardening at the same time. In this case, starting resins are condensed to non-reversible, highly cross-linked, macro-molecular resins through the effect of strong acids by splitting off a low-molecular product (water in most cases).
At the beginning, phosphoric phosphoric acid was used as catalyst. The acid has the disadvantage of not being very volatile so that it builds up in the reclaimed material which can result in phinol development, especially in case of cast steel. For this reason, different sulfonic acids (para-toluolsulfone acid, xylolsulfone acid) are increasingly used since these are more volatile.
A significant advantage of phenole resins is the low amount of nitrogen. A disadvantage compared to furan resins is the higher pollution load (free phenol, free formaldehyde), its lower thermoplasticity and its higher temperature sensitivity (Table 2).
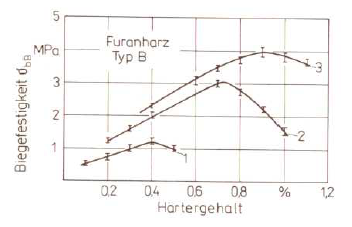
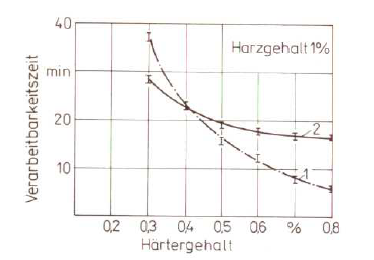
Important factors influencing the hardening of organic, automatically cold-setting molding materials are hardener amount, quartz sandhumidity and temperature, air humidity and temperature reclaimed material portion and quality. Examples are given in Figures 1 to 3.
Additional references:
Inorganic binder systems
Mold production
resin coated sand