Overall Equipment Effectiveness
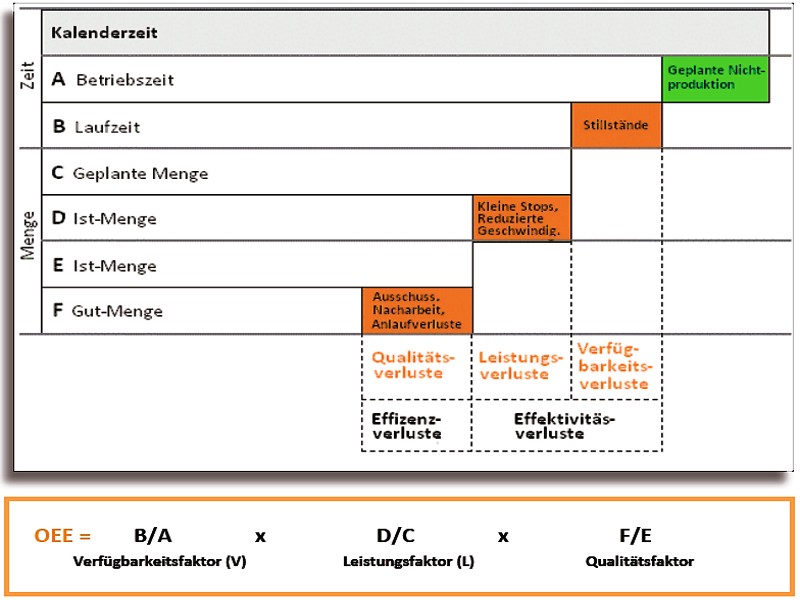
Overall Equipment Effectiveness (OEE) describes a characteristic value for the value added of production plants.This characteristic value was set up by the “Japan Institute of Plant Maintenance” after decades of research in the framework of the TPM (Total Productive Maintenance) concept. The OEE determination and its interpretation can substantially help to recognize and implement optimization potentials. OEE as a characteristic value is a direct measure for the value added and represents the equipment or machine efficiency while in service.The OEE characteristic value of a machine or equipment is defined on the basis of eg. 1 as product of three factors:
- Efficiency (NG) (or use factor or availability factor)
- Performance rate (LG) (or performance factor)
- Quality rate (QG) (or quality factor)
Eq. 1:
Considering the quality dactor, OEE can be changed to the eq. 2:
Eq. 2:
The OEE value range lies between 0 and 1 or between 0 and 100 percent. The sum of OEE and losses is always 100 percent. The higher the OEE characteristic value, the smaller the losses and vice versa.For this reason, the OEE characteristic value is a central instrument of TPM systems which determine the actual machines and equipment efficiency by considering factors such as machine availability, performance rate and quality and which show optimization potentials. OEE is a characteristic value for unplanned machine losses. For this reason, planned downtimes are subtracted from the calender time (24 hours, 7 days a week) in the first step. Planned downtimes can be:
- No occupations/operators
- Planned maintenance
- Break
- Strike
- etc.
The remaining operation time is the basis for OEE and defined as 100 percent. Performance, availability and quality losses are subtracted from these 100 percent resulting in the machine OEE (illustrated in Fig. 1).OEE benefit:In practice, the OEE value is generally much lower than expected. The difference between the actual and the ideal state equals the sum of losses and indicates immediately where there is improvement or optimization potential. The OEE benefit is the transparency of the share of value added of the machine so that the management has another view on the machines. The characteristic value is ideal for tying a performance management process to an OEE increase since the characteristic value can be created in a robust way against structural production changes due to its extent. Advantages and benefits are the following:
- The OEE constantly indicates problems (losses become visible)
- The interpretation of the characteristic value is easy and can be understood by all parties involved
- Priorities become apparent (important issues are worked on first)
- The results of measures translating into improvements can be followed directly (“the OEE increases!”)
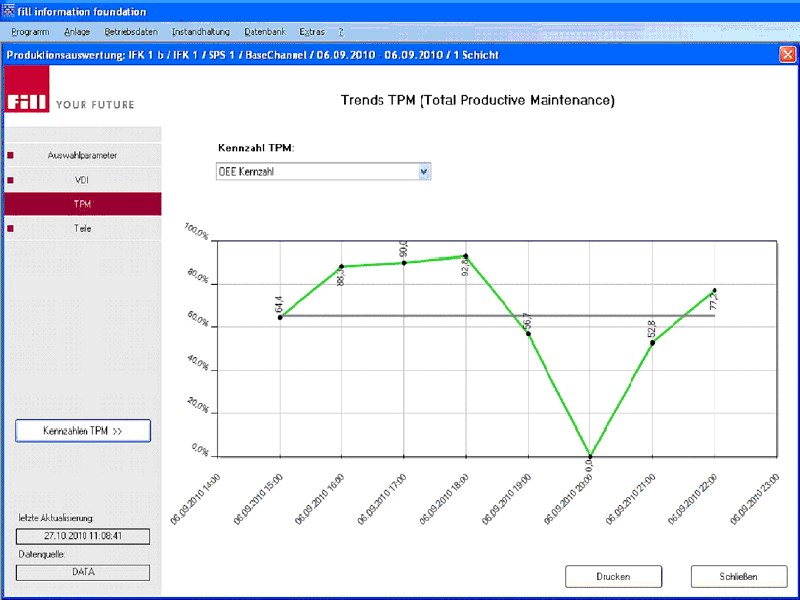
Modern software and time registration makes it possible to capture and visualize the OEE (Fig. 2, Fill GmbH).
Literature:
VDI 3423 : 2002-01 Verfügbarkeit von Maschinen und Anlagen (Begriffe, Definitionen, Zeiterfassung und Berechnung), Beuth Verlag, Berlin.
VDMA 66412-1: 2009-10 Manufacturing Execution Systems (MES) Kennzahlen, Beuth Verlag, Berlin
http://de.wikipedia.org/wiki/OEE