Pattern coating
Pattern coating or pattern varnishing (see Pattern varnish) has to fulfill four main tasks:
- Facilitating removal from the mold by smoothing the surface and achieving a separating effect against adherence (sticking) of the mold material to the pattern or core box (see Separating agent)
- Protecting against influences by the mold material due to friction, impacts and vibrations
- Protecting against the ingress of moisture and aggressive media into the mold surface, weather protection
- Color coding for the casting material to be used or identification of particularities to be observed during molding
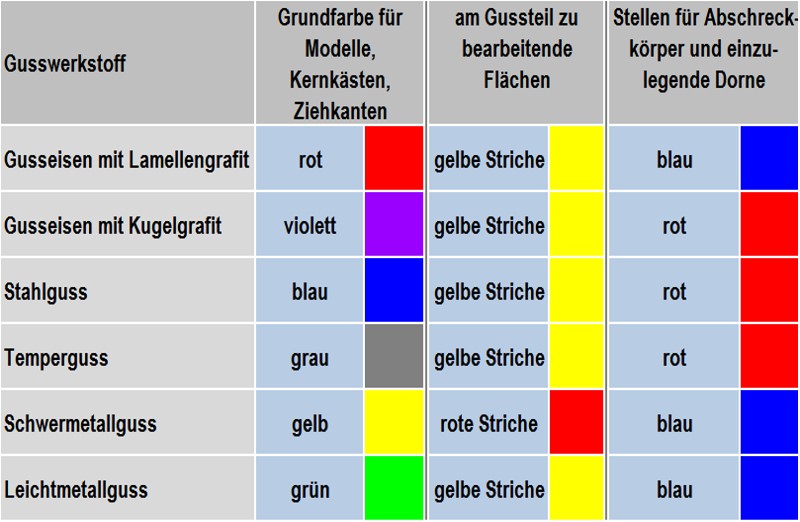
On the one hand, the identification of a pattern is accomplished by means of a pattern number forming the link between the pattern and the accompanying documentation; on the other hand, the color coding according to EN 12890 (replaces DIN 1511) can provide simple working instructions to the molder.
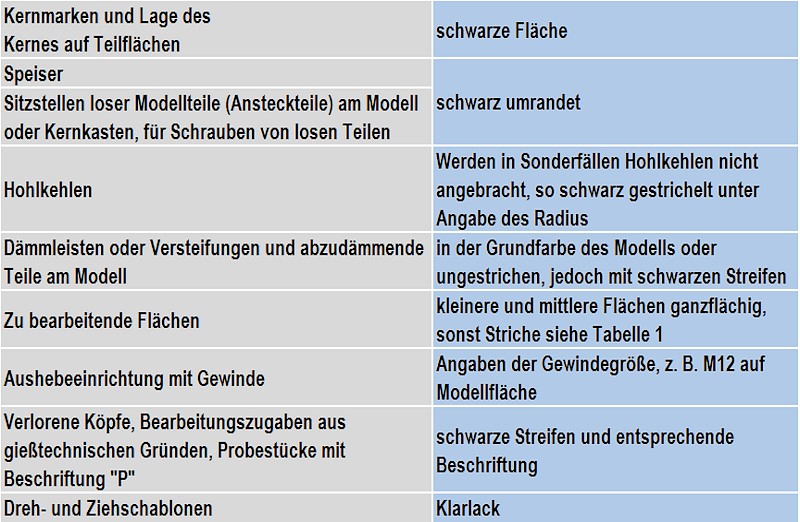
In this respect, the shade of the basic color provides information on the casting material (Table 1); yellow and red stripes mark machining areas and black surfaces mark the position of cores (Table 2).
In addition, the following markings are of special importance for the bench molder.
Places for chills (denseners, internal chills, etc.)
Material accumulation can result in voids within the casting. To prevent this, risers or internal chills are integrated for internal cooling and external chills for external cooling. External chills are initially manufactured as a pattern and must be adapted to the pattern. In order to enable the molder to recognize their correct position, they are marked on the pattern.
Fillets (see also Fillet)
In large-scale patterns with very few castings, the design of fillets is sometimes left to the molder. On the pattern, this is marked by a dashed line and the indication of the radius.
Stop-offs (see also Stop-off)
Thin wooden patterns often need to be secured against distortion by means of a tie bar. This tie bar is molded but must not be cast. Therefore, the mold cavity must be closed off with mold material, the relevant marking being black diagonal lines.
VDG bulletin M 200 provides detailed information on the stresses acting upon the pattern coating during molding, the safety regulations to be observed during the storage and processing of pattern varnishes and their processing-related requirements.
The following is desirable for application of the varnishes: good spreadability or sprayability, good varnish distribution with low flow-out, high covering power, high dry-film thicknesses, high yield and good overcoating capability for all materials common in pattern making. Usually, multiple varnish layers of the required minimum film thickness are applied; in this case, the drying times recommended by the varnish supplier between the individual coating operations must absolutely be observed.
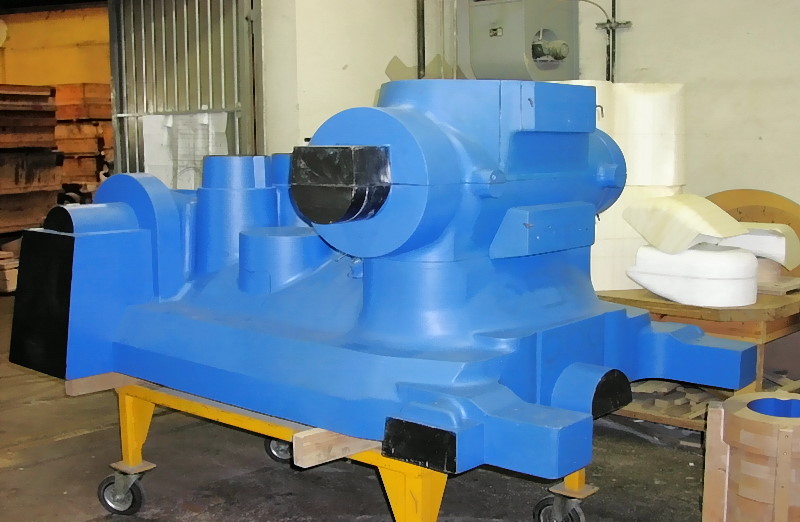
During molding, the pattern coating is subject to mechanical, physical and chemical stresses. Examples are shocks and impacts, abrasion, built-up of heat with hydraulically setting or thermosetting mold materials and stresses due to water swelling or adhesion and due to chemical attacks by certain mold components. The latter includes saponification of alkaline materials or effects of reactions with acids contained as hardeners in sands with synthetic resin binders. High-quality pattern varnishes and coatings must be able to resist such stresses in order to ensure safe and faultless demolding. For wooden patterns, up to 3 coating layers can be applied depending on the quality grade of the wooden pattern. Examples of different pattern coatings are shown in Figs. 1 to 4.
Literature references:
EN 12890, Founding - Patterns, pattern equipment and coreboxes for the production of sand moulds and sand cores; German version EN 12890:2000.
Hasse S. (ed.), Taschenbuch der Gießerei-Praxis, Schiele & Schön, Berlin.
Roller R. et al., Fachkunde für gießereitechnische Berufe, Verlag Europa-Lehrmittel, Nourney, Vollmer GmbH, Haan-Gruiten, 2009.