Rapid prototyping (RP)
The quickest possible implementation of CAT data in workpieces, ideally in the target material. CNC modeling and CNC machining complete modern rapid prototyping processes today.
The process chain begins with the 3D CAD data set which is either already available or is created on the basis of hand-drawn sketches and/or 2D diagrams. The data interface which is relevant for this group of processes is the STL format (STL = standard transformation language) which is used to export this 3D data.
The workpieces created using this process are usually constructed from shapeless or neutrally-shaped materials in layers using physical or chemical hardening processes. The range of uses of generatively manufactured components has grown considerably and increasingly demanding requirements are being set for these components. Therefore, the workpieces usually have to undergo manual post-processing after the completion of the manufacturing process. Using subsequent technology such as slide grinding, sandblasting and similar, the irregularities which are due to the construction process are removed. The prototypes can also be painted or metalized. If several models or specific material properties are required, various subsequent technologies can be used.
The most important processes in rapid prototyping and the materials used in it include, for example:
3D printing (plastics, sand), fused deposition modeling (FDS, polycarbonates), laminated object modeling (LOM, paper, plastics, aluminum), selective laser sintering (SLS, thermoplastics, metals, resin coated sand), stereolithography (STL, elastomers), laser engineered net shaping (metals), laser cladding (metals).
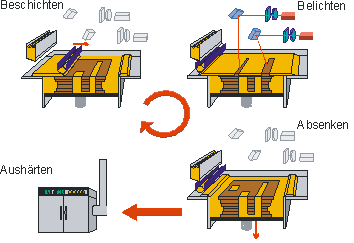
One of the most frequently used process in the production of prototypes of castings is the laser sintering of Croning® mold material. In this internationally patented process, Croning® sand which is standard in foundries is built up in layers to form mold segments and cores (Fig. 1). In this way, sand casting molds for prototypes which are cast in the target material can be created without modeling facilities.
These molds display very low tolerances (Fig. 2) and are ideal for producing initial prototype castings without investing in modeling equipment. Almost all materials which are standard in sand casting, from magnesium or aluminum alloys and iron materials to highly heat-resistant steels, can be cast in them. Unlike with almost all of other rapid prototyping processes, an attempt is not made to manufacture a component from a substitute material and with a semi-foreign rapid prototyping technology. Only the construction of the necessary mold segments is carried out using a rapid prototyping process. These molds are then processed in gravity or low pressure sand casting, as in all other foundries.
The layered construction allows fine contours to be created which are not possible in conventional sand casting. Undercuts can also be formed without any problems.
The process itself is based on the mold segments and cores created previously in the CAD which are subsequently constructed in layers completely automatically.
After the construction platform (720 x 380mm surface area, 380mm maximum construction height) is lowered, it is coated with fresh mold material. The top mold material layer is then lasered by two lasers at the same time. Here both a solidification of the top lasered areas and a connection of this layer to the layer below are achieved (Fig. 3). After the final hardening of the mold segment and core which are produced in an industrial furnace, they are ready for mold assembly and casting (Fig. 4).
3D Printing
The molds are produced by applying a particle material in layers and selectively bonding it with a binder. Silica sand is used as the particulate material (Fig. 5, voxeljet AG). Fig. 6 shows an example for a 3D printer (voxeljet AG) and the video the course of the procedure.
Benefits of 3D-printing sand molds and cores:
Economical production: Sand molds and cores are printed in one piece without complex and expensive tool production.
Large-format printing: Large molds can be printed on a building platform measuring 4,000 x 2,000 x 1,000 mm (LxWxH).
Fast availability: Express delivery in only 3 working days by arrangement.
Complex components: Nearly unlimited geometries, undercuts can be implemented.
Precise sand molds and cores with high surface quality: With silica sand layers 300 µm thick.
The usual foundry materials: Silica sand and furan resin with series-comparable mold and casting properties.
Suitable for all sand-casting in all castable metals, such as aluminum, brass, magnesium, iron and steelcasting as well as all common alloys.
Combinations possible: 3D-printed cores can be combined with traditional sand molds and vice versa.
Easy core removal: Due to the low binder content (for 3D printing), the outgassing and core removal behavior is comparable to that of traditional processes.
Ideal for prototype manufacturing and tool optimization: Use 3D printing to quickly, flexibly and economically develop and optimize tools, for example.