Residual gas sensor
Cavity sensors for die casting processes which is built in the vacuum supply for the die casting mold and which records the amount of residual gasses during the mold evacuation.
Gas porosity can especially result from piston lubricant residues in the shot sleeves as well as from die casting release agent residues in the mold after cleaning.
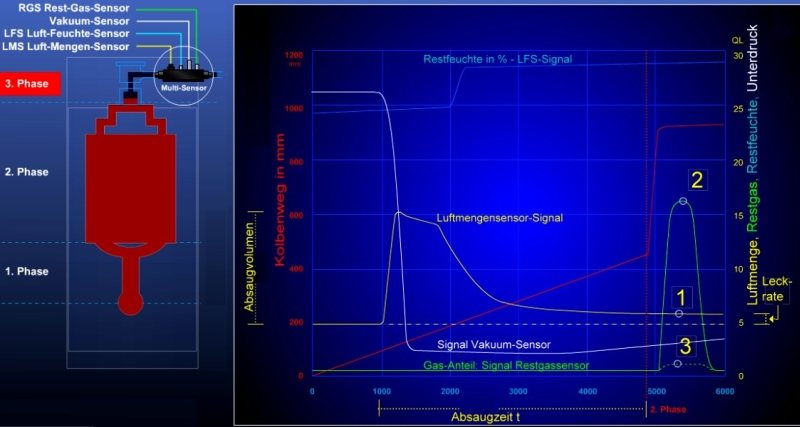
Such residues develop an enormous gas portion once they come into contact with the liquid melt. Due to the different composition of separating agents and lubricants, the gas type is difficult to analize. The oxygen content in the air mixture, which is extracted from the mold through the vacuum system, can be measured as an indicator. This measuring value, too, is of high significance since gas pores such as air inclusions make up for large parts of scrap. The characteristic residual gas amount curve is illustrated in Fig. 1.
Additional references:
Vacuum sensor
Mold filling control sensor
Mold cavity pressure sensor
Metal front temperature sensor
Metal front contact sensor
Air flow sensor
Humidity sensor
Multi airpipe sensor system