Riser type
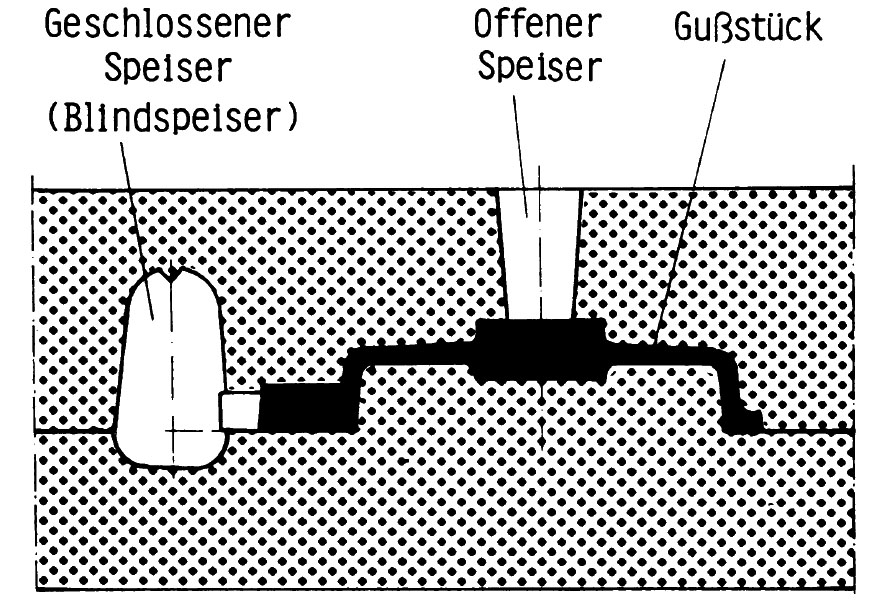
The most basic categorization of risers is made into closed and open risers (Fig. 1).
Closed risers (also referred to as blind risers) are connected to the casting through a gate and are completely enclosed by molding material, i.e. they are positioned directly within the mold. Open risers are continuous channels ranging from the casting through to the upper side of the casting mold, i.e. they are directly accessible from the atmosphere.
It is crucial for blind risers to also have a connection with the ambient atmosphere in order to ensure flow of liquid metal towards the solidifying casting. If formation of a casting skin closed to all sides was possible, flow of the melt towards the casting would be blocked due to lack of air intake. Therefore, molding of a sharp recess or insertion of an appropriate core at the highest point of the riser creates a hot sand effect (“hot area”). Consequently, the protruding edge is thoroughly heated up and thus ensures air intake during feeding. This kind of blind risers are also referred to as atmospheric risers of “Williams risers”.
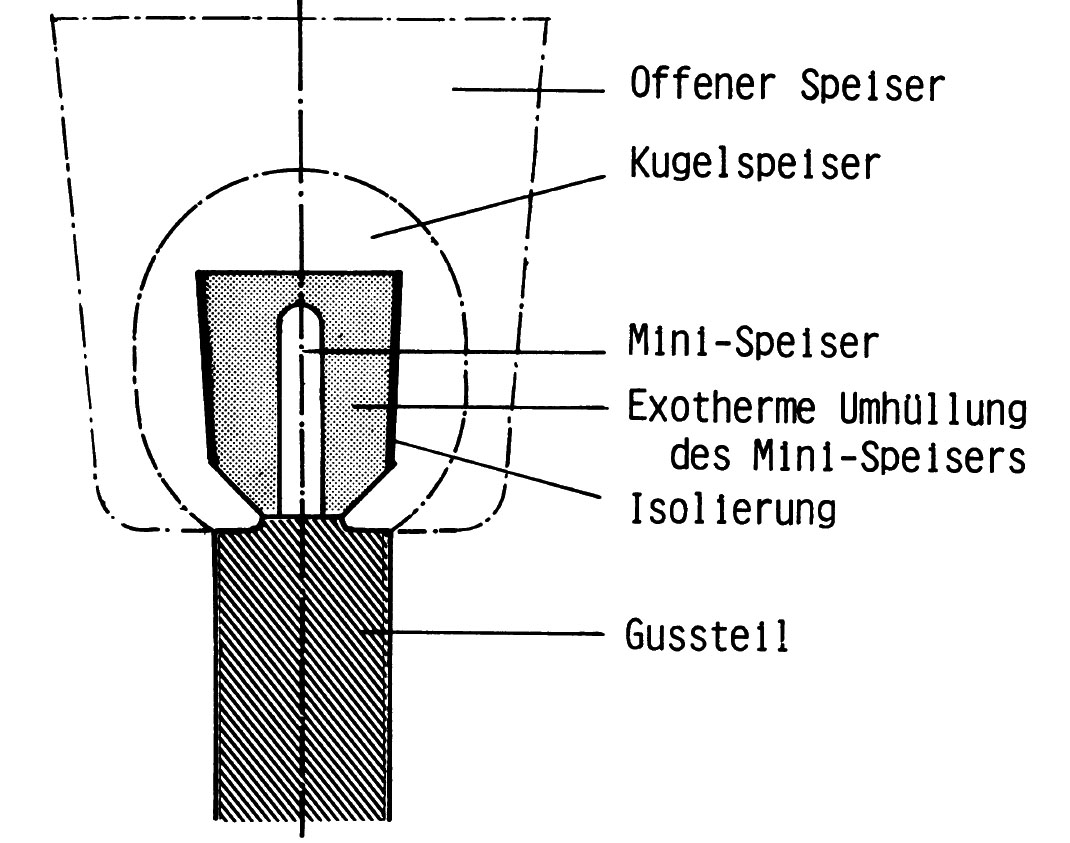
In addition to live risers used in hand molding, three major types of risers are used in foundry engineering. They primarily comprise insulating, exothermic insulating and highly exothermic auxiliary riser materials that today are available to foundrymen in any possible shapes particularly designed for the range of casting applications (Fig. 2).
Selection of the required material depends on the respective conditions in casting and on the casting material used. Insulating auxiliary riser materials cause extension of the solidification time, promote improvement of casting yield, and support directed solidification. However, exothermic insulating and highly exothermic auxiliary riser materials are used far more often. The molten material initiates ignition of the riser material (aluminothermic reaction) and with the help of this exothermic reaction, the solidification period is significantly extended. In addition, the riser volume is decreased, which causes considerable increase in casting yield. This is achieved by keeping the riser so small that its volume merely corresponds to the feed requirement of the casting, i.e. the volume deficite.
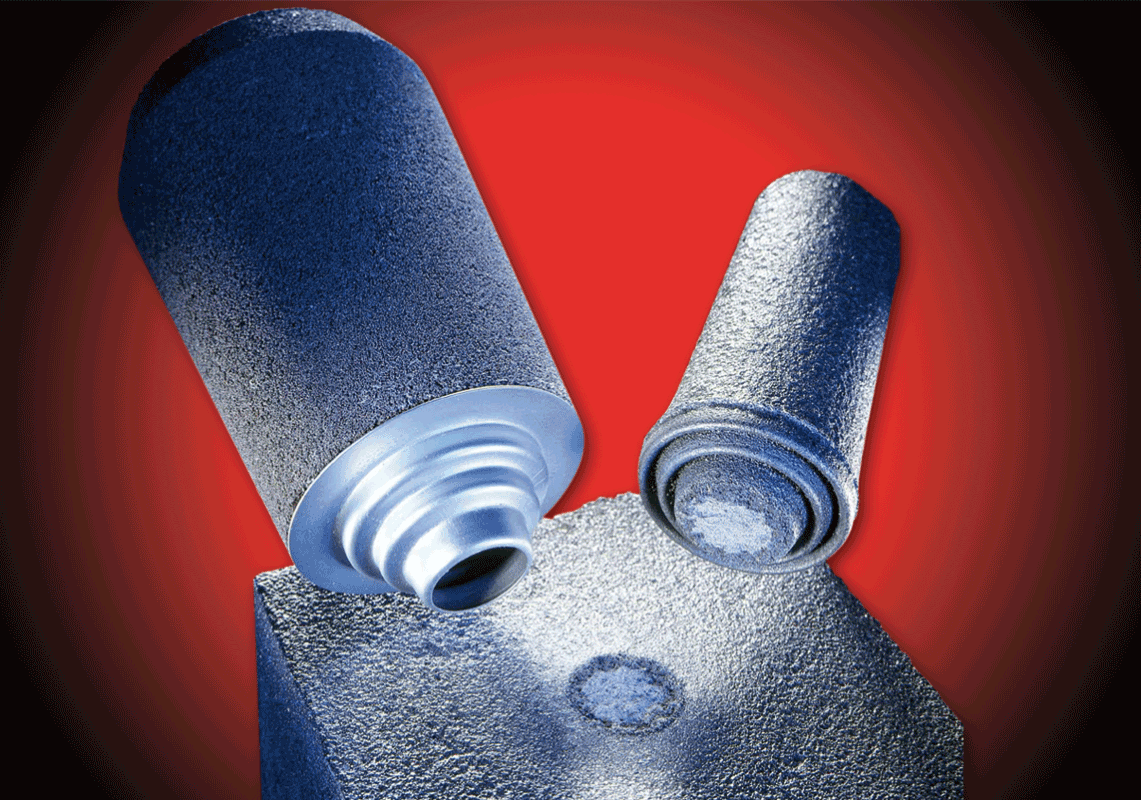
These demands are fulfilled by exothermically heated mini risers (Fig. 3). During casting, the low metal quantity in the exothermic encasement is heated so much (for example in cast iron up to 1600 °C) that secure seal feeding is obtained, mostly ensuring a greater feeding distance than with other riser shapes. The cross section of mini risers may be round or rectangular, according to the prevailing marginal conditions.
Modern automatic high-pressure molding plants ensure extreme strength values of the riser inserts. Risers for such kinds of molding plants must be resistant to extremely high mold pressures, must ensure ease of used and guarantee homogeneous results in series manufacturing. These riser inserts are used in combination with special spring mandrels and appropriate location cores that ensure application for casting batches with very small riser contact areas (Fig. 4). These are mostly risers with a compressible metal breaker core (s. Breaker core), which guarantees minimum riser residues after stripping of the riser. Under these conditions, grinding and smoothing is minimized and in many cases not required, at all (Fig. 5, Foseco Foundry Division Vesuvius GmbH).