Sand conditioning
Production of prepared sand which is suitable for molds for molding and core making independently of the binder to be used but under the condition of a sand mold and sand core. (Fig. 1, Küttner GmbH & Co. KG)
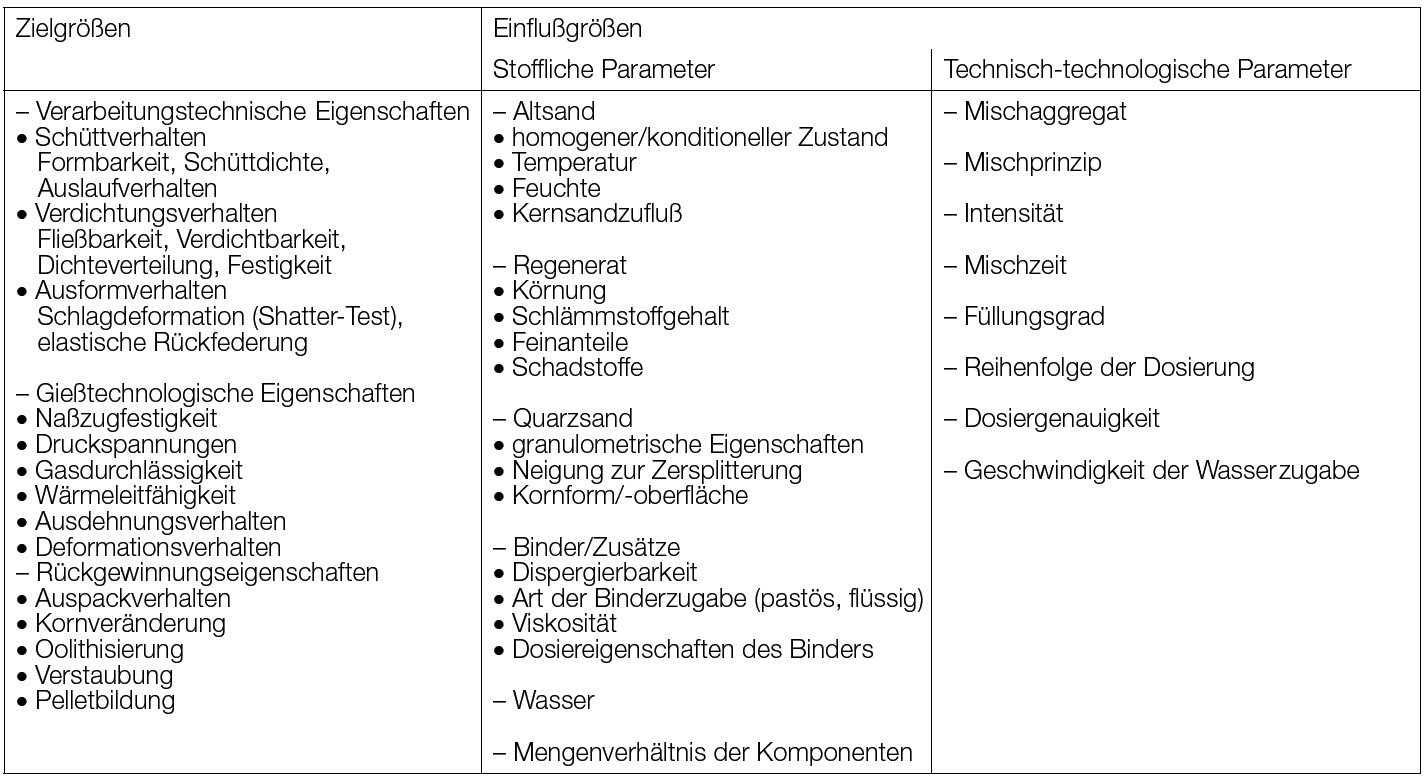
The properties of the molding materials must be adjusted to the various loads occurring in the process stages to be performed. In doing this, the raw material qualities available, the equipment provided, and the specific characteristics of the production process must be taken into account. Table 1 shows the target figures and influential factors and their interaction in the conditioning process.
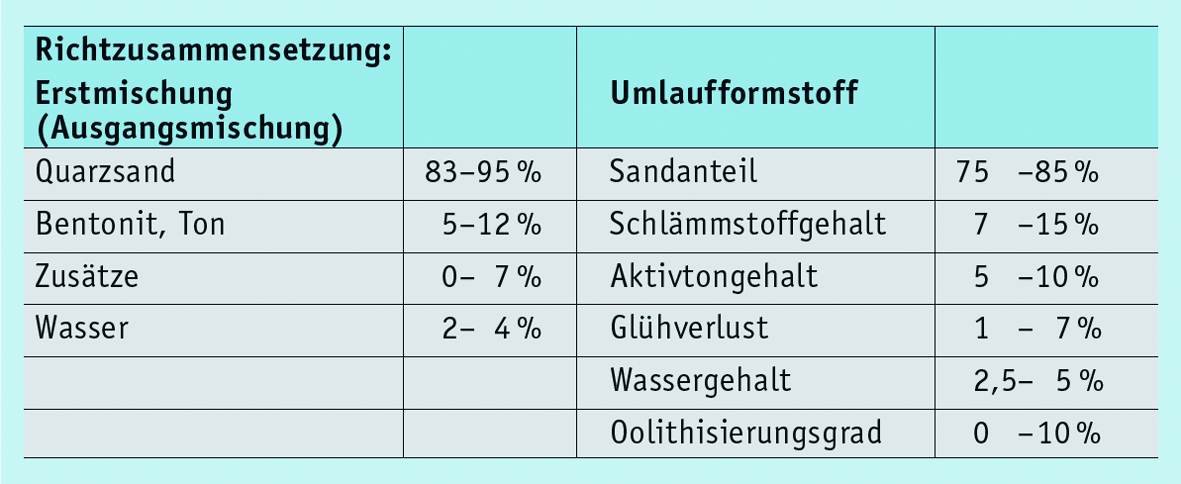
The aim of the mold material conditioning is, for example, for bentonite-bonded mold materials, to achieve constant characteristics in the cycle through the controlled input and output of components (Table 2) under the most economical conditions possible (datec Dosier- und Automationstechnik GmbH). This goal is achieved by determining the required input rates per cycle for bentonite, coal dust, mold material additives, new sand (under consideration of the coresand input) and water, determining the amount of used sand which is to be inputted in order to set the cycle balance and by determining the technical and technological measures (e.g. mixing time, cooling intensity, dedusting intensity, etc.).
The dispersing of the bentonite and the subsequent covering of the grains of quartz is the unique part of the conditioning of clay-bonded molding materials.
Since used sand makes up the major proportion of the mold material mixture to be conditioned, it is the quality and homogeneity of the sand that determine the achievable mold material properties. To ensure the required homogeneity, the sand must be appropriately pretreated during the process stages of mold material recovery.
The homogenization of the recirculating system sand becomes more significant for mold systems with high flexibility (variable sand-to- iron ratio). This homogenization must cover the mold material from several used molds. The cooling of the mold material to temperatures of around 40°C (used sand cooling) becomes more significant due to the higher number of cycles and the larger thermal stress. Regenerating and stabilizing new sand (s. a. Addition of new sand) must be put in under consideration of the influx of used core sand.
The addition of new bentonite is particularly problematic considering the different weight loss due to fluctuating thermal stress and the variable input of used core sand and new sand.
The moisture in the sand which is reused should be ensured in a water content range of 1.5 to 2.0% (corresponds to compaction of around 20 to 25%). This means that the used sand is dust-free but still flowable.
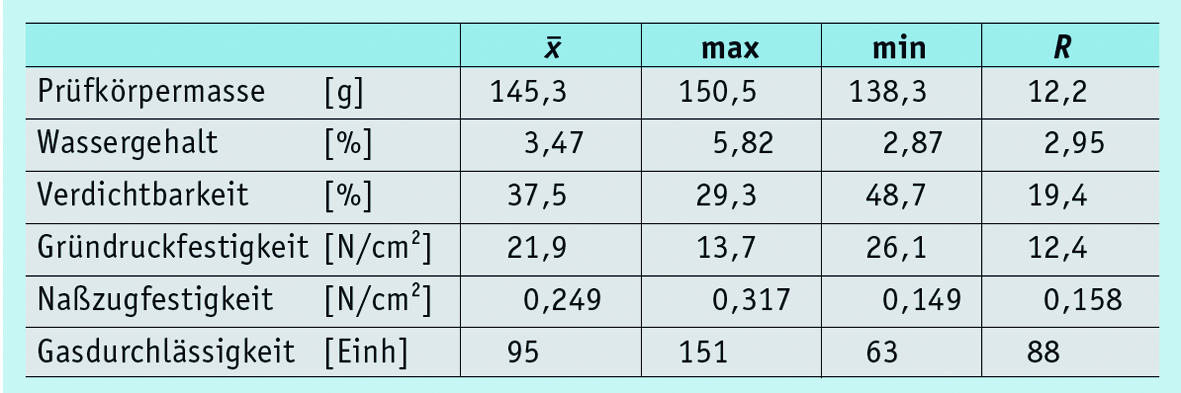
The accuracy required for the dosing of the materials used in the mixer is only possible if appropriate scales systems are used for the individual components. The water content and compaction of the finished mixture (new mold material) may only fluctuate very slightly (water content + 0.1 to 0.2%, compaction + 2.5%). It is crucial that all valuable fine materials (active bentonite, active coal dust) are put back into the mold material cycle. This should be considered as part of mold material control (Table 3).
Additional references:
Conditioning; Beneficiation; Purification
Mold sand testing
Sub-conditioning