Segregation factor (AlSiCu alloys)
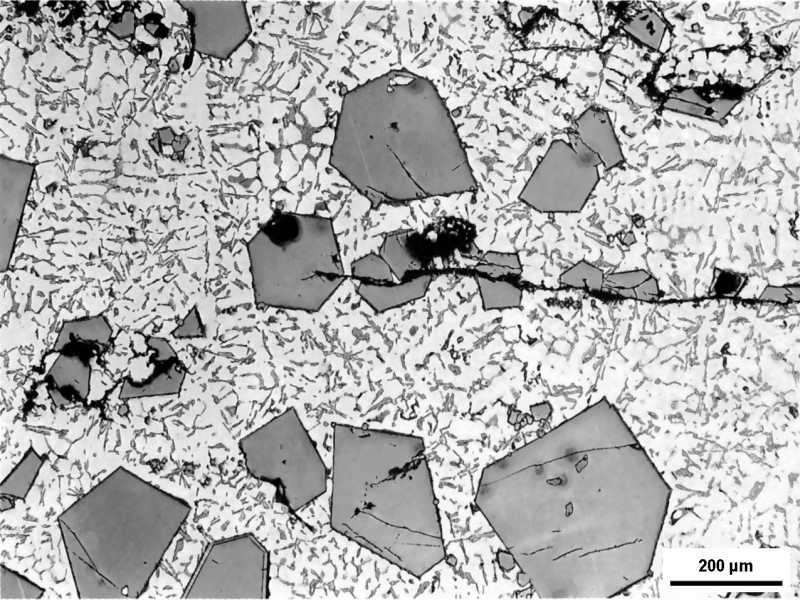
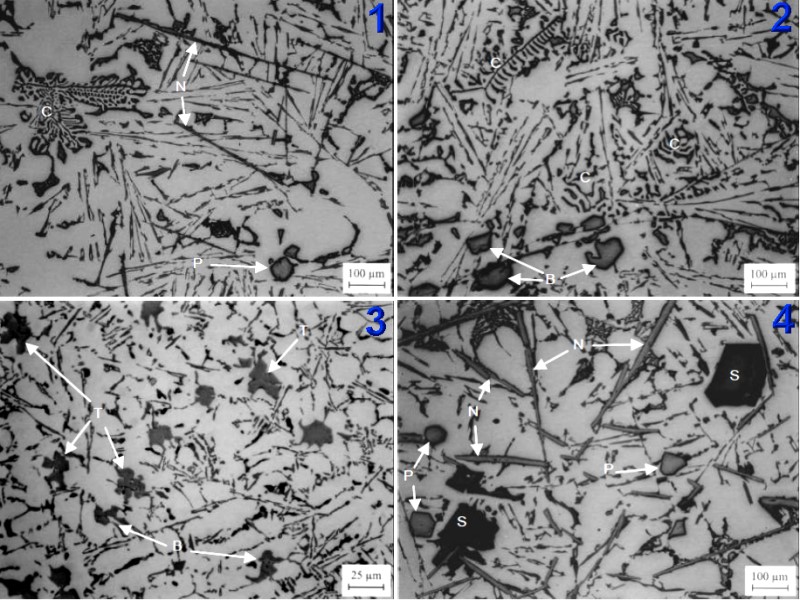
Factor for calculating the segregation behavior in AlSiCu alloys.In aluminum alloys containing iron and manganese, in particular die casting alloys of the type Al-Si-Cu-Fe, insufficient holding temperatures can result in the formation of intermetallic phases of the composition Al(Fe,Mn), Cr)Si which can lead to sludge formation in the furnace.The sludge forming during melting and holding mainly consists of aluminum and magnesium oxides (Al2O3, MgO) and the primary intermetallic phases containing Al, Si, Fe, Mn, Mg and Cr. What is especially noticeable in structures marked by the presence of sludge are the large polygonal γ-Al(FeMn)Si phases, as can be seen in Fig. 1.
Both the oxides and the Fe phases exhibit high melting points and an increased density and are therefore prone to settle in the furnace in the form of furnace sludge due to the effect of gravity if the bath is not sufficiently agitated. For this reason, this phenomenon is also often referred to as “gravitational segregation” or “gravity segregation”.
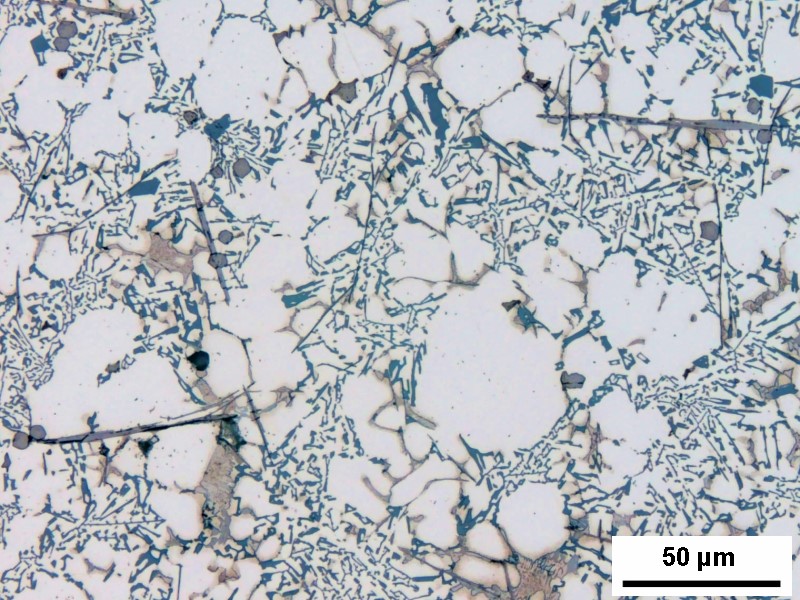
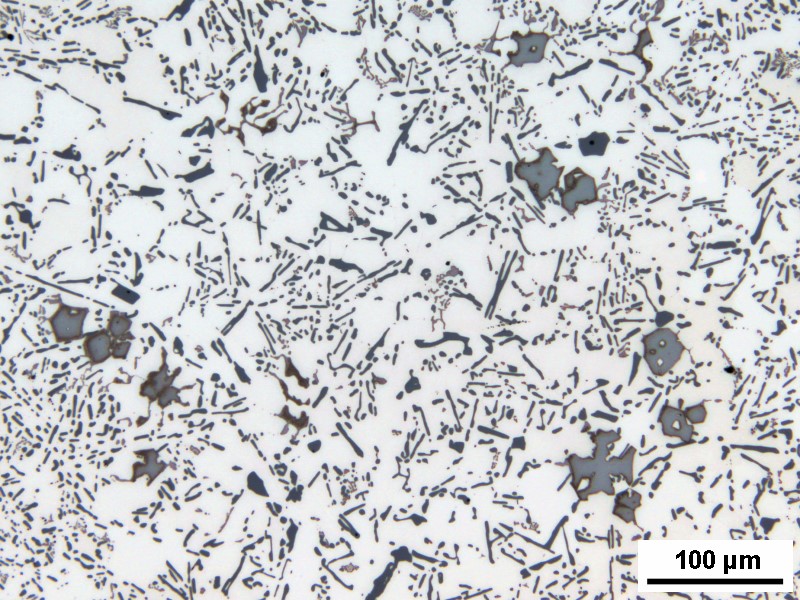
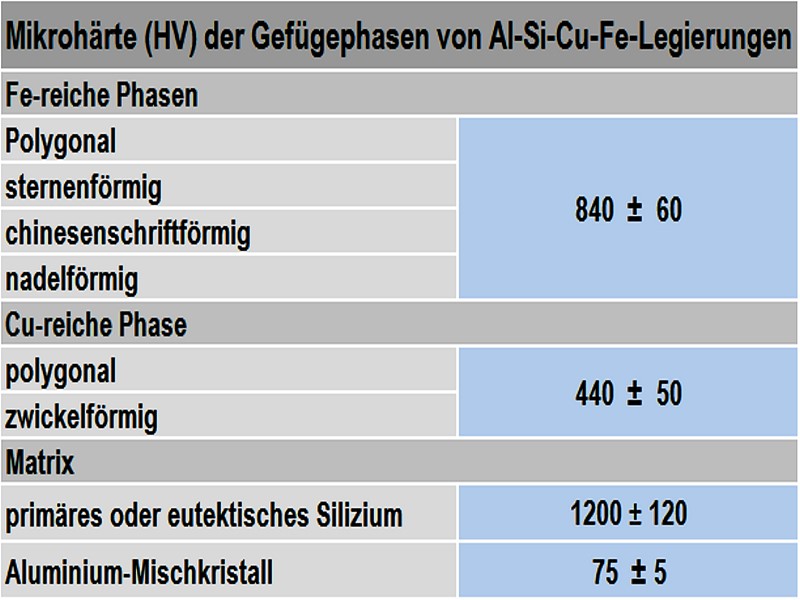
Small, polygonal γ-Al(FeMn)Si particles are usually typical components of AlSiCuFe alloys (Figs. 2 and 3); only if they occur in great numbers or in larger dimensions, they are considered as structural anomalies in the form of “hard inclusions”, i.e. gravitational segregation or sludge (see also Hard spots). If this sludge is introduced into the casting, this reduces flowability and castings containing such “hard inclusions” are harder to machine, resulting in a dramatic reduction in the service life of machining tools. Table 1 contains the micro hardness values for the structural phases. In addition, the mechanical properties can be lessened by excessive gravitational segregation.Moreover, sludge formation can lead to an increased soldering tendency as the melt is depleted of the Fe and Mn bound in intermetallic phases (note: Fe and, to a lesser extent, also Mn generally reduce the soldering tendency of aluminum alloys for use in permanent molding).Iron-rich phases are present in the structure in different forms: they can be needle-shaped (see Iron needles, also α-AlFeSi phase), polygonal or block-shaped, star-shaped or Chinese script-like (Fig. 4), with the needle-shaped form particularly reducing the obtainable elongation at failure. To avoid this, elements such as Mn or Cr are added in order to positively influence the morphology of the Fe phases and prevent excessive needle formation. However, the higher the iron content and the content of correcting elements such as Mn or Cr, the more likely is the formation of complex intermetallic phases which can also result in sludge formation in case of insufficient melting and holding temperatures.According to studies conducted by J. Gobrecht and J. L. Jorstadt, sludge formation depends on the following factors:
- Chemical composition of the alloy (in particular Fe, Mn and Cr content)
- Melting or holding temperature
- Time and bath agitation (sludge and gravitational segregation form more rapidly in stationary melts)
For Al-Si-Cu alloys, they have found a segregation factor SF (eq. 1) based on empirical studies which is calculated from the Fe, Mn and Cr content:
Eq. 1:
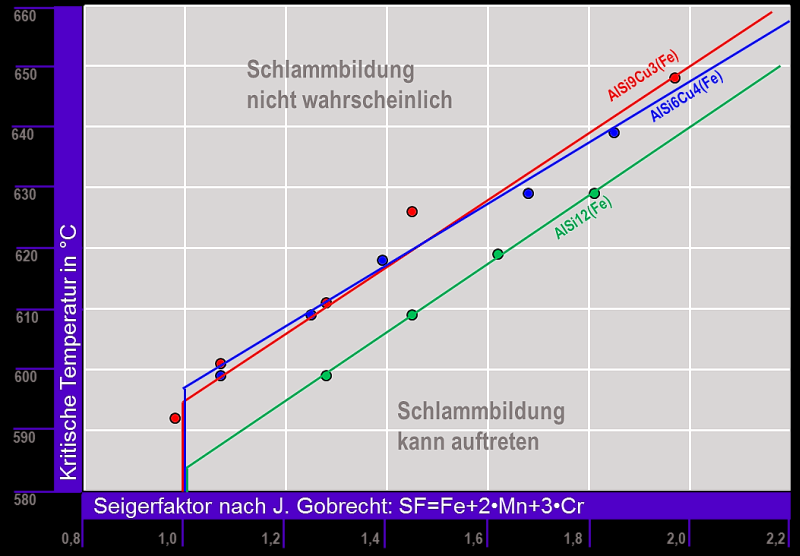
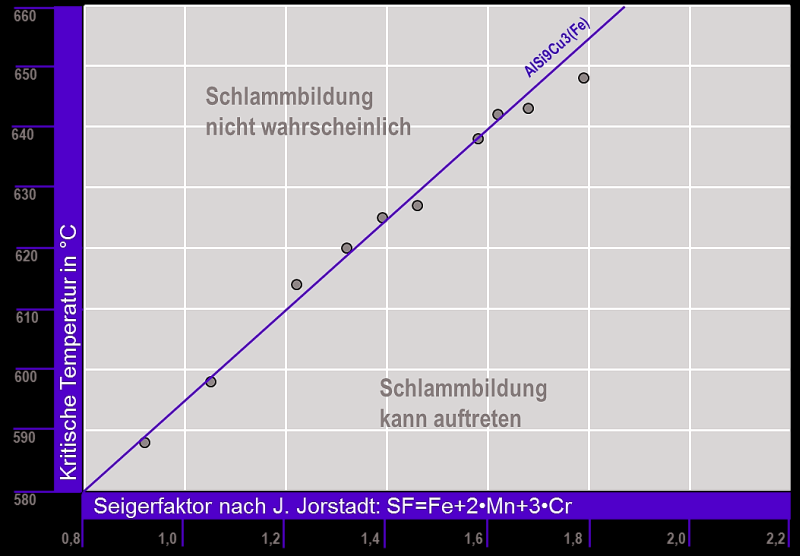
If the chemical composition is known, eq. 1 can be used to calculate the segregation factor, making it possible to derive the minimum holding temperature from the segregation diagram in Figs. 5 and 6 at which no sludge formation takes place.Example:Al Si9Cu3(Fe) alloy (VDS-ID 226) with Fe = 0.89%, Mn = 0.38%, Cr = 0.06%:
For SF = 1.83, a minimum holding temperature of 640°C can be derived from Fig. 5. Below this temperature, sludge formation is likely, above it, sludge formation will not occur.According to S. Shabestari, the morphology, quantity and size of the formed Fe-containing phases is primarily determined by the chemical composition (Fe content) and solidification rate. Shabestari et al. found that sludge formation does not occur if the following condition (eq. 2) applies:
Eq. 2: 
According to eq. 2, gravitational segregation could therefore also take place above a holding temperature of 680°C with an iron content of Fe = 1%, whereas it only forms below 600°C pursuant to Gobrecht and Jorstadt. Even though the segregation factor according to Gobrecht and Jorstadt is widely used and accepted, eq. 3 is sometimes also applied and is given here for the sake of completeness.
Eq. 3: 
Additional references:
Ingot segregation
Reverse ingot segregation
Crystal segregation
Micro segregation
Segregation factor (cast iron)
Literature references:
M. M. Makhlouf M., D. Apelian, Casting Characteristics of Aluminium Die Casting Alloys, Final Report DOE/ID–131716 prepared for US Department of Energy, 2002.
M. M. Makhlouf, D. Apelian, and L. Wang, Microstructure and Properties of Aluminum Die Casting Alloys, NADCA, 1999.
J. L. Jarstad, “Understanding Sludge”, Proceedings of 14th SDCE International Die Casting Congress and Exposition, Toronto, Ontario, Canada, May 11-14, 1987, Paper No. G-T87-011.
J. Gobrecht, “Schwerkraftseigerung von Eisen, Mangan und Chrom in Aluminiuim-Silizium-Legierungen”, Teil 1, Gießerei, Vol. 61, no. 10, 1975, p. 263-265.
S. G. Shabestari, and J. E. Druzleski, “The Effect of Solidification Condition and Chemistry on the Formation and Morphology of Complex Intermetallic Compounds in Aluminum-Silicon Alloys”, Cast Metals, Vol. 6, No. 4, 1994, pp 217-224.