Slide grinding
This process is a surface treatment process working on a chemical-mechanical base.
Chips and workpieces are brought into a relative movement to each other in the machine working vessel where water and compounds control the required surface treatment. The metal removal, finish and surface roughness depend on the composition and size of the chip, while the mechanical factors determine the specific grinding pressure on the workpiece. The trough-shaped vessel is hinged freerunning and is oscillated by a vibration stimulator.
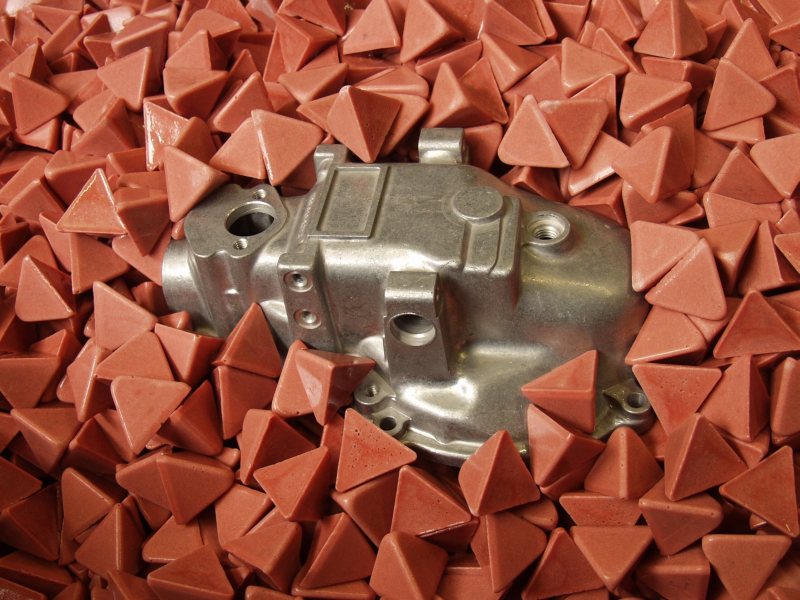
To achieve the optimum slide grinding treatment, suitable optimum special chips were developed for different materials and treatment processes. Today, mostly ceramic- or plastic-bonded articles are used which are available in various sizes and shapes (Figure 1). Regarding quality, the chips vary in terms of their specific weight, hardness and structural characteristics. Depending on their physical properties, they are used for grinding, smoothing or polishing.
The chips have to fulfill the following requirements:
- Low size tolerances for pre-shaped chips
- High dimensional stability with continuing wear
- Constant abrasive effect with low wear
- High shatter resistance
Large chips (20 - 35mm) remove a large amount of material and are therefore used for rough treatments such as to remove rust or destale. Chips in the size of 10 - 20mm are used for deburring, fine grinding and smoothing, while a very small grain (3 - 10mm) is required for proper polishing.
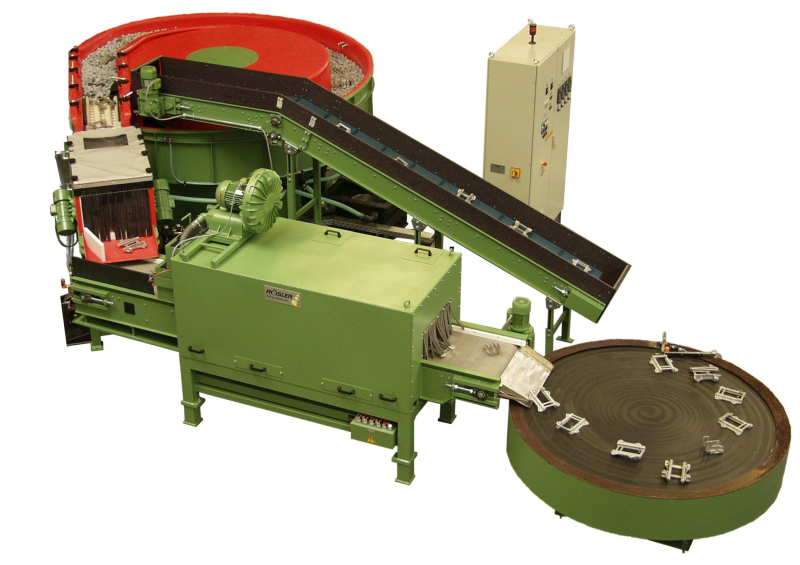
Slide grinding has proved to be an especially rational form to treat surfaces. Thanks to innovative developments by different manufacturers, today it plays an important role in the construction process especially in die casting where it is predominantly used to debur die casting products (Fig. 2).
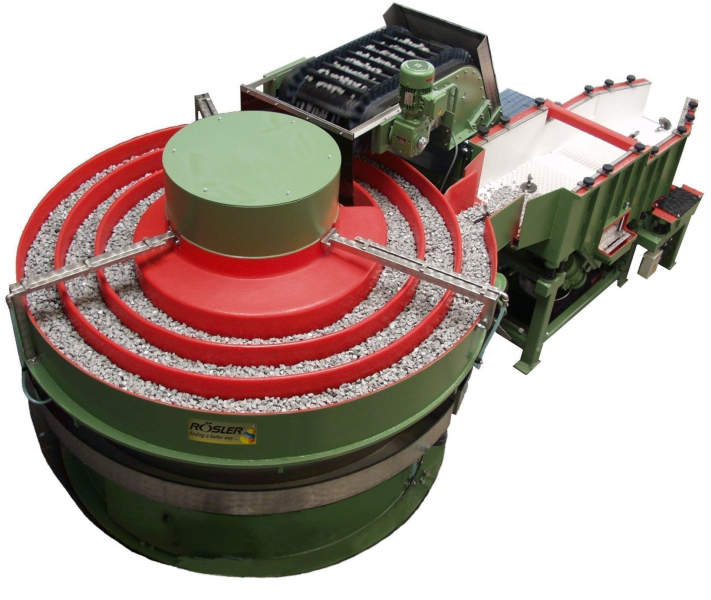
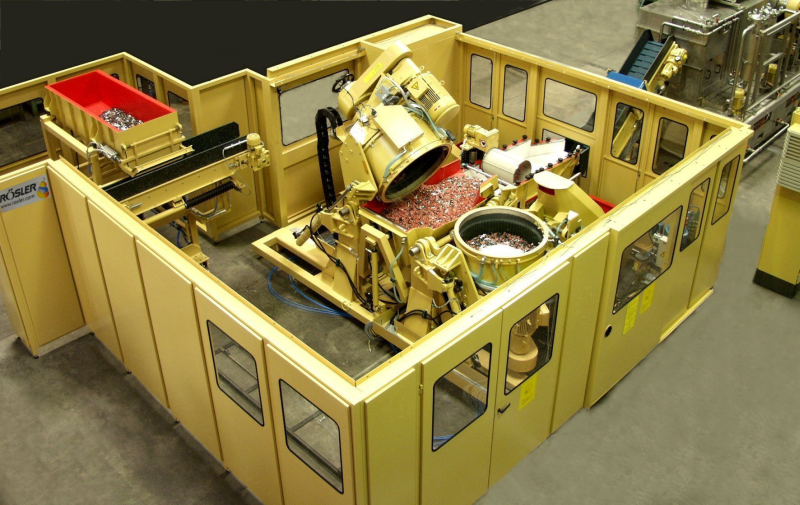
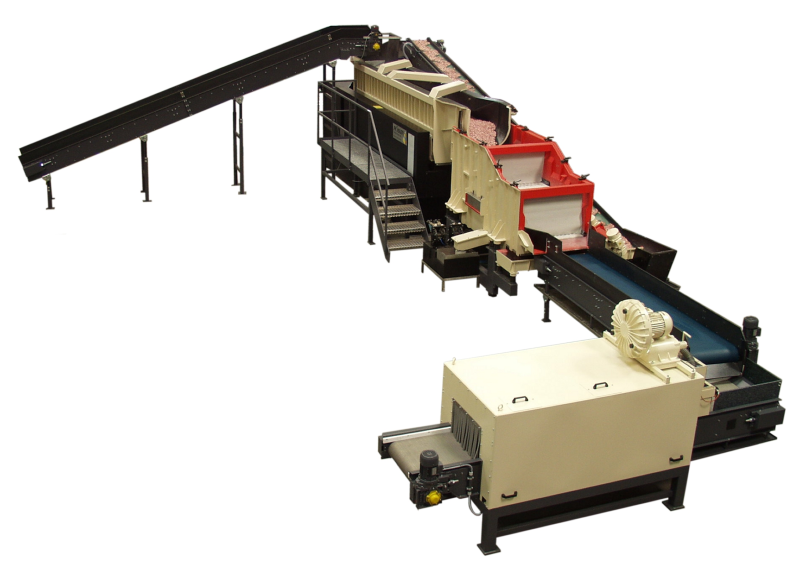
Special versions for the casting industry are rotary vibratros (Fig. 3), centrifugal force machines (Fig. 4) which have a treatment intensity which is 15 to 20 times higher compared to vibrators, linear tunnel machines (Fig. 5) which are basically used for deburring, rounding edges, cleaning and ball burnishing of working vessels with a usable width of 300 to 850mm and a usable length of up to 6600mm or the “Long Radius” slide grinding machine for magnesium die cast parts (Fig. 6). By removing the flakes, operational safety for subsequent assembly activities should be guaranteed. For example, it takes only 6.5 minutes for workpieces to run through the treatment tunnel which is 400mm wide and 9,000mm long