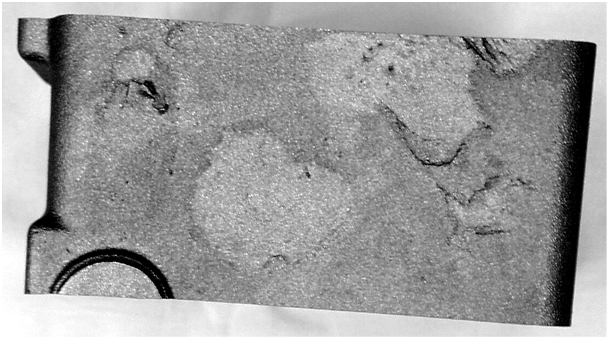
Surface blisters
Surface defect on castings characterized by usually extensive, smooth-walled cavities (Fig. 1). This defect may occur as a single blister or as a group of blisters.In each case, the blisters are caused by gases entrapped at the casting surface which are often associated with slag or oxides and result in rounded or oblong cavities. The defects are almost always located in the cope part of the mold, especially in the areas which are difficult to vent (undercuts). Castings made of flake graphite cast iron are more susceptible than those made of nodular graphite cast iron.
Basically, such casting defects have two causes:
1. In the event of insufficient gas permeability, the casting gases generated by the mold material and the resulting gas pressure reach such high values that the gases penetrate the liquid metal in the form of blowholes or blisters. In the worst case, the gas pressure is even further increased by gases penetrating from cores into the casting material (see Blowhole).
2. Due to decreasing solubility, gases dissolved in the casting material precipitate during solidification (see Hydrogen pores).
Surface blisters can be avoided by means of improved core venting and mold venting, a reduction of the binder amount in the core molding material and partial face coatings on the cores (slow-down of the heating process and therefore reduction in gas pressure). In particular with bentonite-bonded mold material, conditioning should be improved to reduce the water content to a minimum.With regard to die and pressure die casting, the venting must be checked and the melt and degassing treatment (see Rotary degassing) should be performed carefully. In addition, pressure die casting requires efficient and careful plunger and mold lubrication and the prevention of “surge waves” due to the plunger velocity being to low during the slow shot phase.
Additional references:
Casting defect
Mold sand-based casting defect