Trimming press
A mechanically or hydraulically operated press for trimming castings, in particular die castings. For a fully automated die casting cell, the casting is fed into the trimming press by the extractor or extractor robot and deburred by means of a trim die (blank die), i.e. the flow and flow-off are punched off.
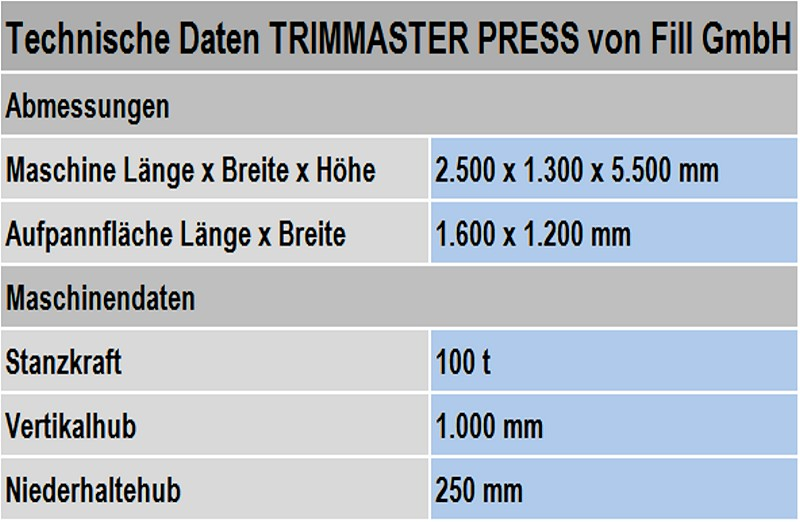
Hydraulic 3 or 4 column presses are common for the trim pressing of die castings and and gravity die castings made of aluminum, magnesium and zinc. Examples of trimming presses are provided in figures 1 to 6. The presses are offered with various pressures, meaning that the appropriate model and the right size are available to the foundryman for all tasks. The series cover models up with to 150t closing force for deburring. Table 1 lists an example for the technical specifications of a trimming press.
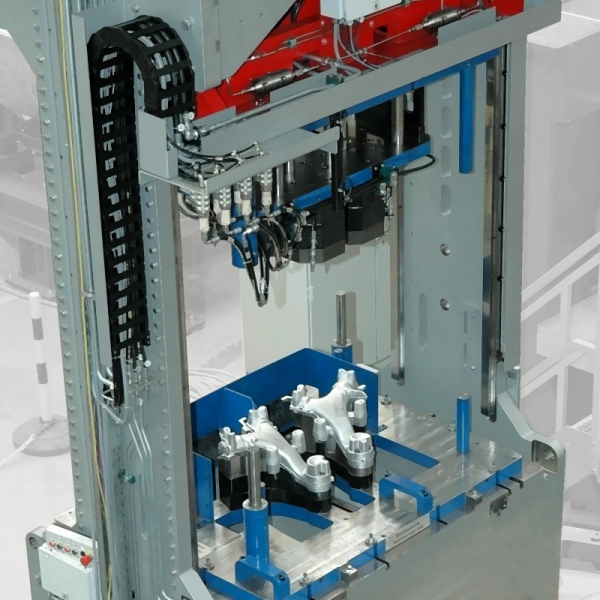
Functional principle
The casting is positioned either manually or by means of a robot on the lower part of the tool. A linear guiding system enables optimum access for automatic loading and unloading from to sides. The hydraulically operated top part of the tool moves on the casting, which is secured by the integrated holders. The transition to the working speed is carried out at the desired intervals before the part which is to be deburred is pressed, without causing deformation. The blades on the tool cut the undesiredburr off the casting (see Video 1). The casting can now be removed. The chips and the circulation material are removed below the trimming press.
A high installation height and a high lift of the movable plate allows large workpieces to be processed and fed and/or extracted using robots.
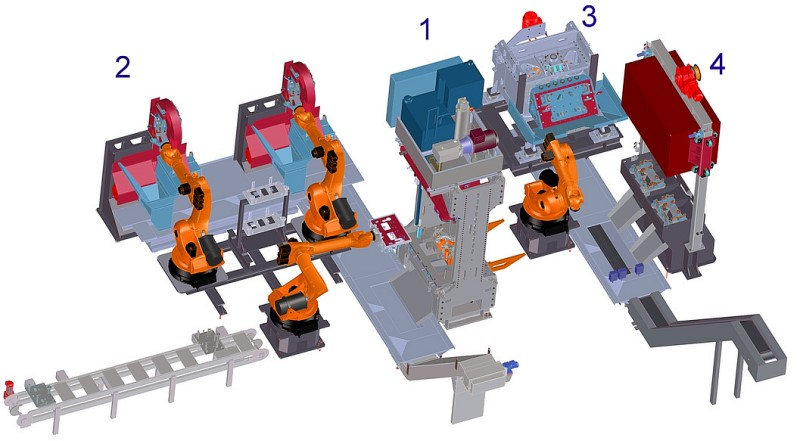
Modern presses are fitted with robot interfaces for the integration into automated casting cells or pre-processing cells (Fig. 7). At the same time, the machine control enables convenient operation and simple programming and interfaces ensure communication with higher-level cell controls or master computers. Ancillary equipment such as tool lubrication devices, part inspection devices and conveyors can be connected. Extraction equipment or changing equipment for blank dies (Fig. 8), side cylinder controls, ejection devices, regulation systems and peripheral equipment are part of the presses.