Vacural process
Company-specific variant of the vacuum pressure die casting process, developed by the companies Müller Weingarten (now Oskar Frech GmbH), Ritter Aluminium GmbH and VAW Aluminium Gmbh (now Aleris) or, in another process variant, known as AVDC process (Alcoa Vacuum Die Casting) by Alcoa.
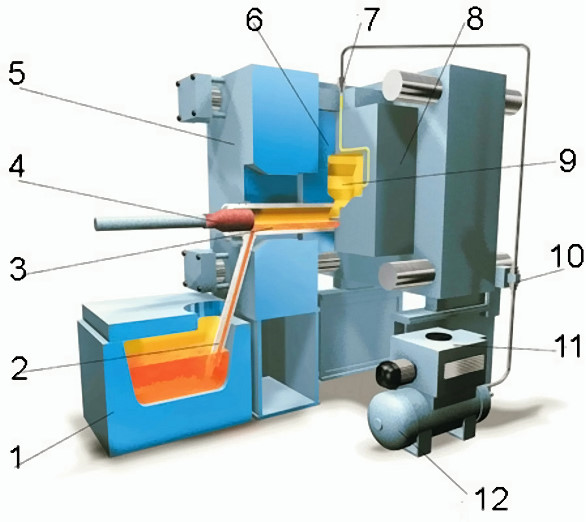
In this process, the evacuation of the mold cavity and the shot sleeve is maintained throughout mold filling. As a result of the vacuum, the required amount of metal is sucked from the holding furnace and into the shot sleeve via a riser tube and air in the mold cavity as well as gases generated by the contact between the melt and the mold wall are purged (Fig. 1). Therefore, the gas content of the casting only represents a fraction of that in conventional pressure die castings.
The metering of the melt is accomplished via an adjustable timing circuit. An optimum metering accuracy which is independent of the metal level in the holding furnace is ensured by using a special suction pipe geometry and electronically monitored control of the casting residue. During the relatively long metering time of about 2 to 5 seconds, the vacuum becomes fully effective, leaving enough time to extract gases and fumes of separating agents (see Die cast separating agent). Dosing is terminated when the plunger passes the suction intake of the shot sleeve. Afterwards, the casting cycle follows the sequence of the conventional pressure die casting process.
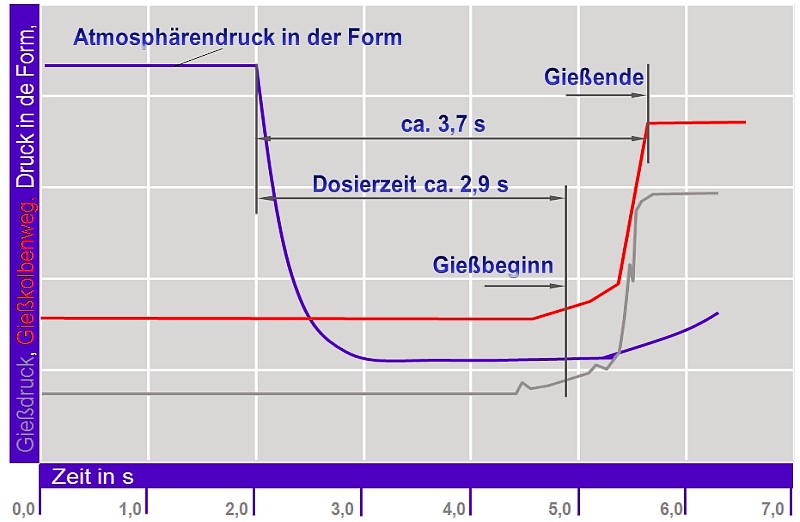
Fig. 2 illustrates the development of negative pressure in the mold, plunger displacement and hydraulic pressure in the drive cylinder of a Vacural pressure die casting machine as a function of time. The negative pressure in the shot sleeve-runner-mold cavity system is fully established within about 1 second upon vacuumactivation and, in this example, effective after approx. 3.7 seconds. Here, dosing is terminated after 2.9 seconds when passing the suction intake which is also the beginning of the casting cycle. The negative pressure in the mold is maintained until the end of the mold filling phase.
A pressure die casting machine adapted for the Vacural process and its electrically fired holding furnace is shown in Fig. 3. The furnace is positioned between the casting drive and the fixed fixing plate and the operating platform is elevated in order to be able to retract the furnace from the machine.
One advantage of the Vacural process is that no metal dosing and feeding device is required as the machine itself sucks in and meters the metal quantity required for each shot from the holding furnace.
The benefits of the self-priming principle include that the melt is extracted from underneath the bath surface virtually free of oxides and can be sucked into the shot sleeve without contact with the ambient atmosphere. Moreover, air, casting gases and fumes from the shot sleeve-runner-mold cavity system are extracted already at the stage of metal metering. The concept of the self-priming vacuum pressure die casting machine has the additional advantage of a casting only being cast when the vacuum has built up fully. If there is no sufficient vacuum, suction of metal from the furnace and therefore casting is not possible.
This method helps to substantially prevent inclusions of gas and air in pressure die castings and achieve a considerably higher casting quality. For example, this enables heat treatment of aluminum die castings (see Heat treatment of hardenable aluminum alloys) at temperatures of more than 400°C without the risk of blisters or blister formation. In addition, the cast parts produced by means of the Vacural process are weldable and solderable (see Welding of die cast parts).
Depending on the alloy and the heat treatment conditions, high strengths can be reached at relatively high elongations. The process is suitable for the manufacture of fiber-reinforced composite castings. Examples of cast parts made using the Vacural process are shown in Fig. 4.
Additional references:
Multi-stage vacuum process
Vacuum systems and vacuum valves from VDS SA Vacuum Diecasting Service