Vacuum-assisted die casting
One of the main causes of porosity (see Gas bubbles, Gas porosity) in die cast parts is entrapped air or gas (separating agent fumes, etc.) that may occur due to the process principle during conventional cold chamber die cast processes and cannot be avoided even by good venting.
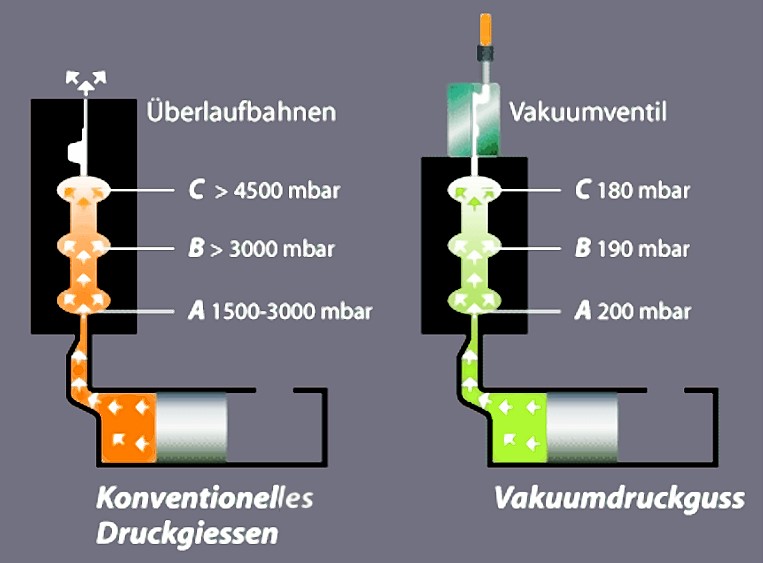
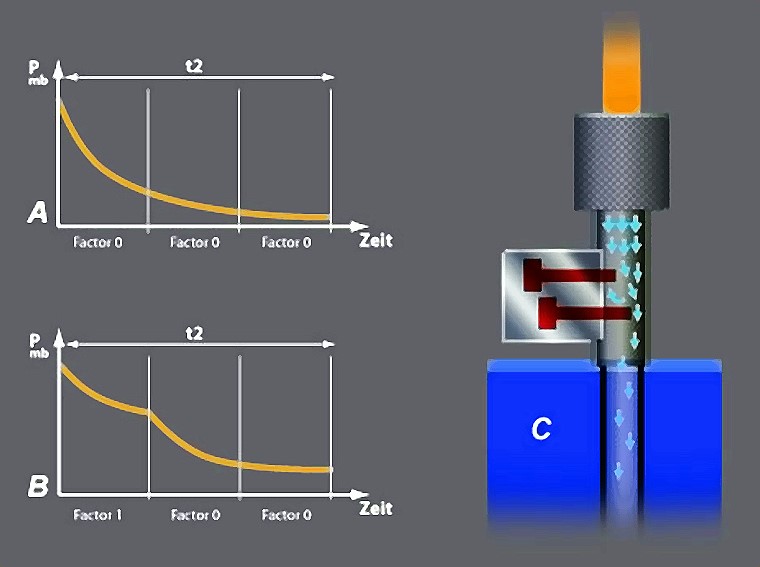
In conventional die casting, the air and gases in the mold cavity are pressed into the overflow and the venting channels, however, there are still leftovers after this process or the pressure in the mold may increase already in the first phase (slow shot phase) by 1,500 to 3,000 mbar depending on the venting application and plunger velocity.
In the second phase (mold filling phase), these values may be doubled or tripled. By means of evacuation of the mold cavity when using a vacuum system, the gas pressure increase can be avoided. Rarely, they exceed 200 mbar (see fig. 1 and fig. 2).
Vacuum-assisted die casting offers the following technological advantages:
- Prevention of air entrapment
- Prevention of burning marks
- Prevention of shrink marks
- Increased surface quality
- Improved static, mechanic and dynamic properties
- Production of die cast parts for heat treatment (see Heat treatment of hardenable aluminum alloys)
- Production of weldable die cast parts (see Welding of die cast parts)
Vacuum systems in die casting offer the following economic advantages:
- Reduction of reject parts
- Reduction of the wall thickness (volume reduction)
- Improved reliability of the production process
- Low die locking force (negative pressure)
- Reduced injection pressure and gate speed
- Increased tool service life (see Mold erosion, Firing cracks, Stress cracks
The principle of vacuum-assisted die casting is described below:
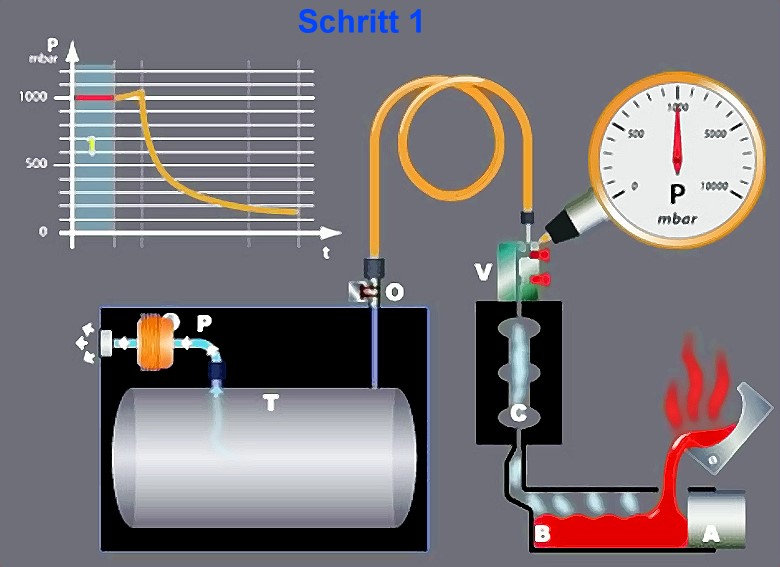
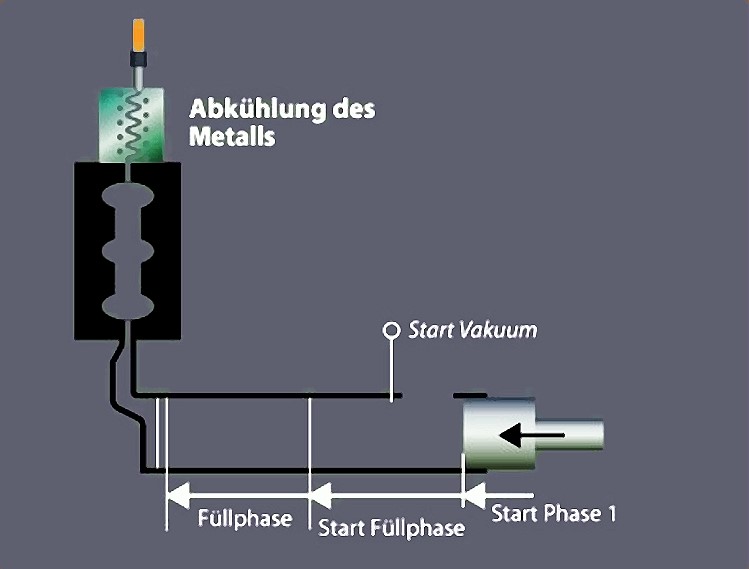
Step 1 (fig. 3)
The melt is filled into the shot sleeve (B). The air pressure in the mold cavity (C) corresponds to the atmospheric pressure. The mold is closed and the vacuum valve (V) is operational and ready for use. The vacuum system is in standby mode. The vacuum pump (P) ensures optimum and constant vacuum values in the vacuum tank (T).
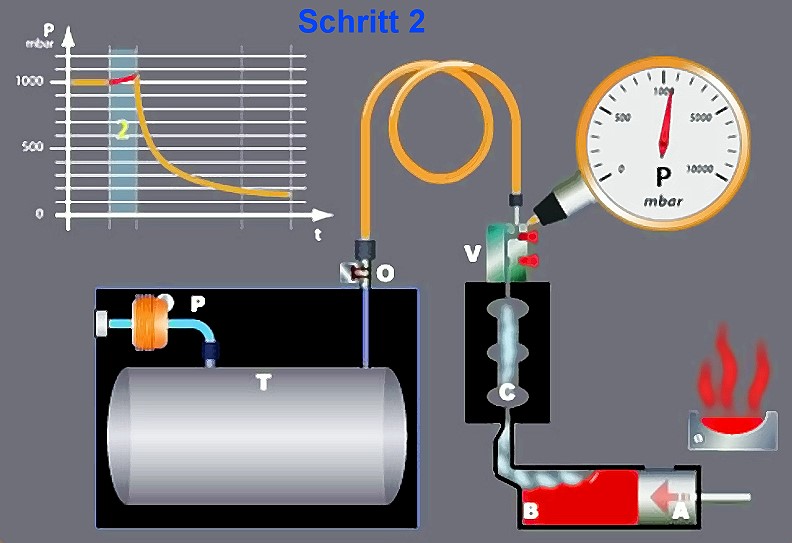
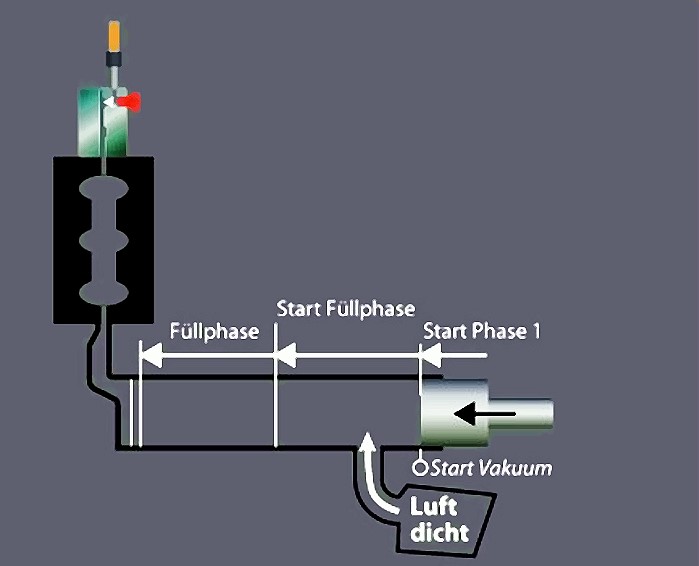
The plunger (A) moves forward. A signal is sent from the die casting machine to the vacuum system. The vacuum system activates a vacuum start delay timer. The air pressure in the mold cavity (C) slightly increases. The vacuum valve (V) is in standby mode and the evacuation plunger is in open position. The vacuum start delay timer is in operation. The vacuum is switched on as soon as the plunger (A) passes the filling opening. The vacuum tank (T) is empty and the vacuum release valve (O) is in closed position.
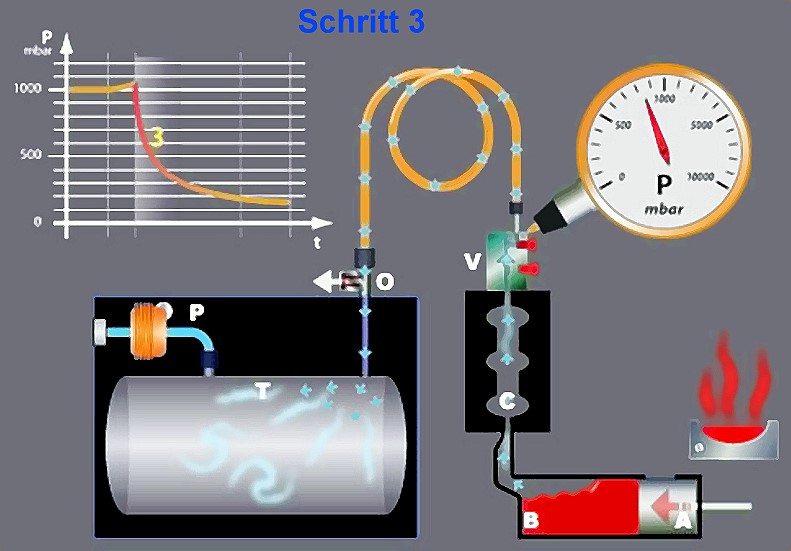
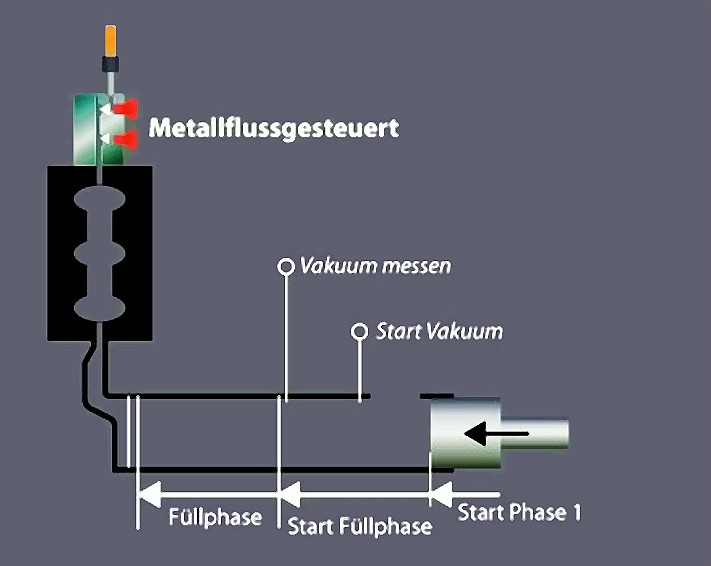
Step 3 (figure 5)The plunger (A) has passed the filling opening. The vacuum start delay timer sends the vacuum start signal to the vacuum system. The vacuum release valve (O) is now in open position. By means of forced venting, air and gases are drawn out of the shot sleeve (B) and the mold cavity (C). They are introduced into the vacuum tank (T) through the vacuum tube. The vacuum valve (V) is still in standby mode and the air and gases escape through the evacuation plunger. The vacuum system measures the generated vacuum quantities in the mold cavity in real-time (C). During the 1st phase, the plunger (A) moves at low velocities up to the changeover point to the 2nd phase in which the velocity is increased.
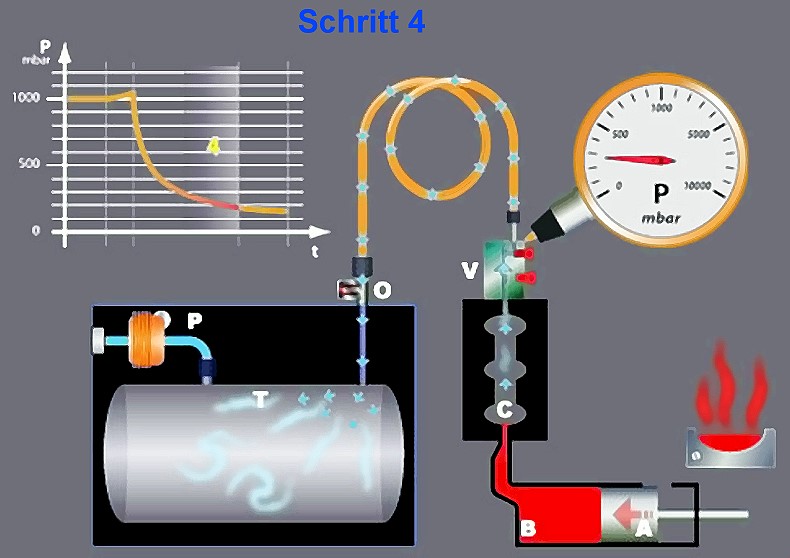
Step 4 (figure 6)The melt reaches the end of the sprue and the die casting machine switches to mold filling speed. The air pressure in the mold cavity (C) slowly reaches the maximum vacuum value. The vacuum valve (V) remains in standby mode to enable the air and gases to pass through. The reached vacuum can be checked on the display of the control system. The vacuum release valve (O) remains in open position.
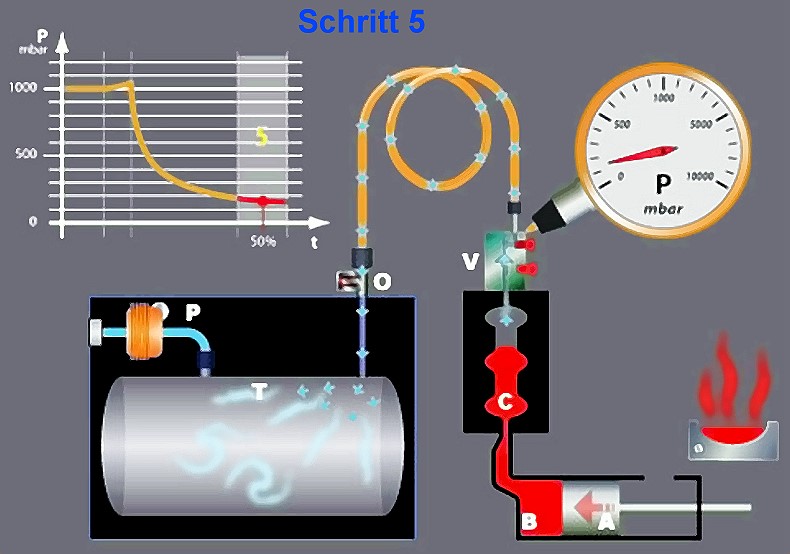
Step 5 (figure 7)The velocity of the plunger (A) increases. The first half of the mold filling phase is now reached. Thanks to the high venting capacity of the vacuum valve (V), a underpressure is keept in the mold cavity (C) during injection. The filling resistance of the melt in the mold cavity (C) is at minimum. The vacuum valve (V) is in standby mode, however ready to be activated by the energy of the metal flow. The vacuum release valve (O) is in open position.
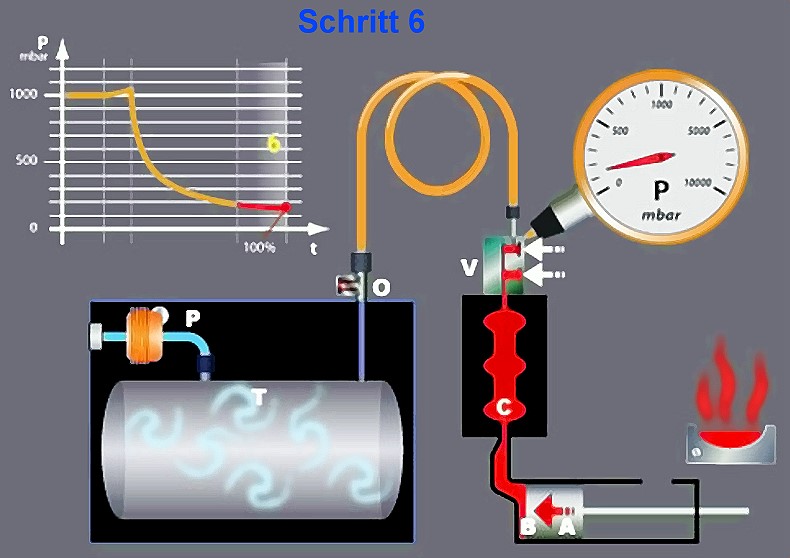
Step 6 (figure 8)The mold cavity (C) is now completely filled and the melt has reached the vacuum valve (V). The locking mechanism of the vacuum valve (V) is triggered by the kinetic energy of the metal flow in a millisecond. The final pressure of the die casting machine ensures optimum filling of the melt into the mold cavity (C). The running melt at the front is stopped by the vacuum valve (V). By means of the closed position of the evacuation plunger in the vacuum valve (V), the vacuum evacuation cycle is stopped. The vacuum pump (P) is now activated to restore the desired vacuum value in the vacuum tank (T).
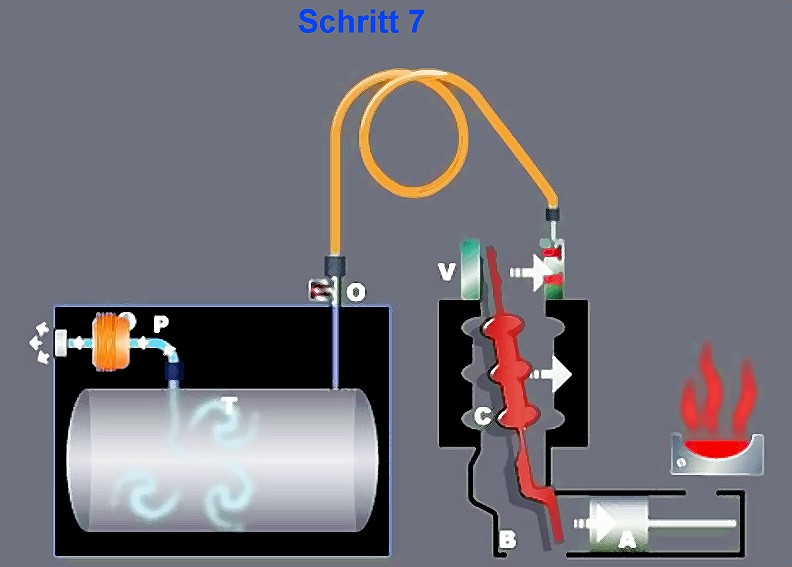
Step 7 (figure 9)After the solidification time and cooling, the mold is opened. Simultaneously, the die casting machine sends a signal to the vacuum system and the vacuum release valve (O) is closed. The vacuum system cleans and cools the evacuation piston of the vacuum valve (V) with compressed air. The vacuum system checks the contamination of the vacuum valve (V) and the filter. The next vacuum cycle can start.
Vacuum controlThe vacuum control is applied to achieve optimum adjustment of the evacuation of air and gas from the shot sleeve and the mold cavity.
Advantages:
- Adjustment of the vacuum to the characteristics of the casting process
- Prevention of undesired turbulences
For examples for types of vacuum control, refer to figure 10.
In the following, the advantages and disadvantages of the most important venting systems are compared:
Chill venting systems (washboard venting, figure 11)
Advantages
- Venting during the filling phase
- Relatively cost-effective
Disadvantages:
- Limited evacuation capacity
- Pressure build up not before metal front stop
- Difficult process monitoring
- Oxidized Chill profile cannot be recovered
Vacural vacuum systems (figure 12)
(see also Vacural process)
Advantages:
- The melt never comes into contact with air
- Low residual pressure
- High casting quality
Disadvantages:
- Relatively cost-intensive (mold)
- Many modifications to conventional casting systems
- Dosing problems at missing precision
Time / path-dependent vacuum systems (figure 13)
Advantages:
- High extraction capacity
- Identical shot capacity
- Relatively few valve components
Disadvantages:
- No evacuation of gases in the filling phase
- Adjustment of the valve closing point
- Only suitable for the cold chamber range
Time / path-dependent vacuum systems (figure 14)
Advantages:
- High extraction capacity
- Ventilation until the end of the casting process
- Many parameterization options / control options
- Identical shot capacity
- Mechanical system (closing time: 1 millisecond)
Disadvantages:
- Regular maintenance