Wire mesh conveyor shot blast machine
Blasting system where the abrasive is blasted from nearly all sides reducing the so-called “shadow development” (cover effect) to a minimum.
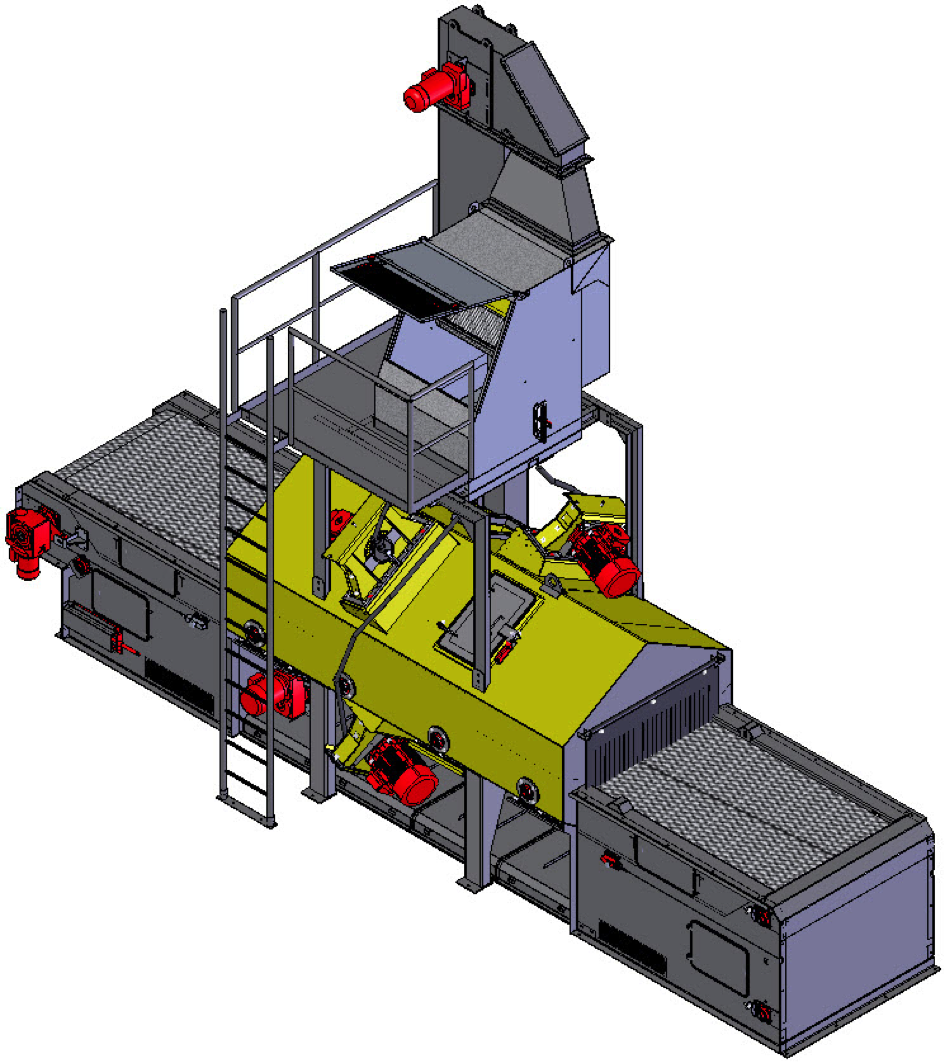
Figure 1 (Rump Strahlanlagen GmbH & Co. KG) shows a wire mesh conveyor shot blast machine, schematically, without foundation and Figure 2 (Rump Strahlanlagen GmbH & Co. KG) this equipment in technical design. Thanks to the 4 (expandable to 8) high-performance centrifugal wheels mounted around the cover (vertically and horizontally inclined), even very complex workpieces having pockets or undercuts are comprehensively treated. A highly wear resistant wear link conveyor which was adapted to the structure and the mesh width is used for transporting the parts.
The special belt guide makes it possible that centrifugal wheels only need to blast through one belt position. This machine type was designed especially for flat, thin-wall and breakable parts made of iron or aluminum alloys and ensures transportation without damages through the blasting machine as well as an even pressurization on both sides with a blasting material to avoid part deformation.
Fig. 3 shows a continuous wire mesh belt machine from AGTOS GmbH. The work pieces first activate a switching threshold positioned in front of the blasting area’s entry vestibule. This automatically releases abrasive to the already running high-performance turbines. This ensures that blasting takes place only when work pieces are actually in the blasting zone.
The entry vestibule is equipped with wear-resistant rubber curtains that prevent the escape of abrasive. After passing through the blasting zone, work pieces enter a blow-off zone. Excess abrasive remaining on the work piece surfaces is removed and returned to the abrasive process loop.
The blasting abrasive is continuously cleaned, recirculated and reused. An abrasive metering device feeds the cleaned abrasive from the abrasive storage bunker to the high-performance turbines.
A fan unit creates the partial vacuum necessary to maintain dust-free operation of the blasting unit. Extracted air is cleaned in a special filter unit.
Additional references:
Metallic blasting abrasives
Rotary table shot blasting machine
Compressed air blasting
Hanger-type blast machine
Manipulator blasting machine
Barrel blasting machine