Gießweise
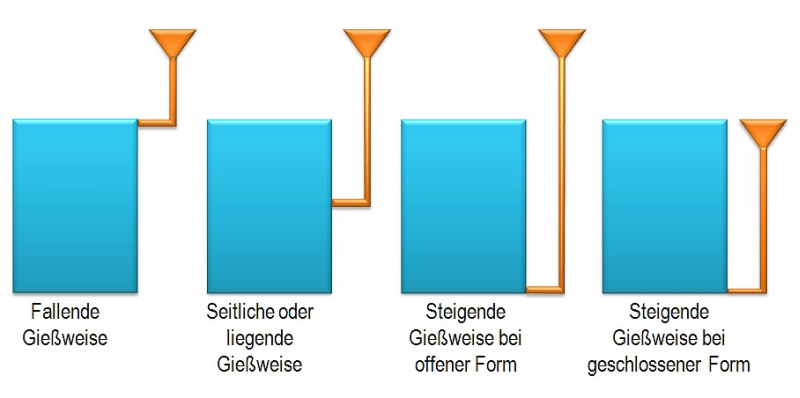
Die Gießweise bestimmt die - sich durch die Gesamtanordnung des Gießsystems (siehe Eingusssystem, Einguss) und nach Gießverfahren ergebende - hauptsächliche Füll- bzw. Fließrichtung des Gießmetalls. Je nach Fließrichtung des Metalls unterscheidet man beispielsweise bei Sandguss, Maskenformguss und Kokillenguss eine fallende oder eine steigende Gießweise (Bild 1). Bei fallendem Gießen fließt die Schmelze direkt von oben in den Formhohlraum, während beim steigenden Gießen die Schmelze in den untersten Bereich des Formhohlraumes einströmt und diesen steigend von unten nach oben befüllt.
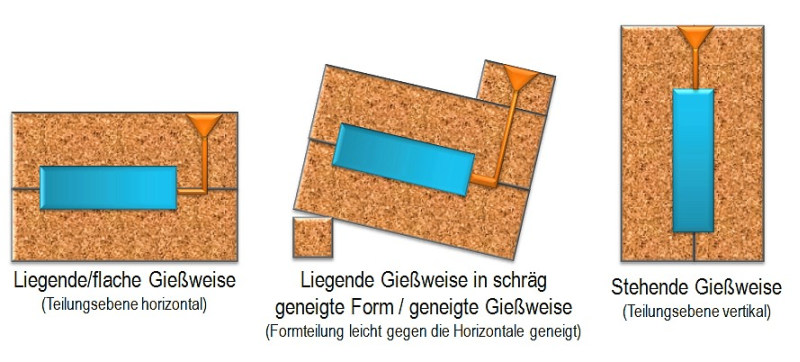
Unter flacher Gießweise versteht man das Gießen in liegende, flache Formen, wobei die Gussstücke selbst ebenfalls relativ flächig ausgeführt sind. Die Anschnitte liegen dann in der waagerechten Teilungsebene. Weisen dagegen die Gussstücke bei gleicher Formanlegung relativ große Höhenabmessungen auf und sind ebenfalls in der Teilungsfläche angeschnitten, so wird die Schmelze in den unteren Bereich des Formhohlraumes eher nach dem Prinzip der fallenden Gießweise einfließen, während er nachfolgend der über der Teilungsfläche liegende Abschnitt des Formhohlraumes steigend gefüllt wird. Diese Anordnung bezeichnet man als seitliche Gießweise.
Zudem wird auch in eine liegende oder eine stehende Gießweise unterschieden, je nachdem, ob die Teilungsfläche beim Gießen waagerecht oder senkrecht verläuft (Bild 2). Bei liegender Gießweise werden die Formkästen oft auch nach einer Seite hin etwas geneigt, um eine ruhigere und leicht steigende Formfüllung zu erzielen. Man bezeichnet dies als liegendes Gießen in schräg geneigten Formen bzw. geneigte Gießweise.