Sprengkraft
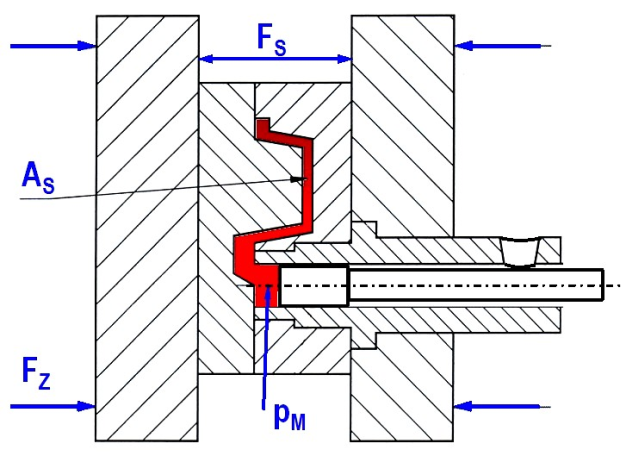
Kraft, die während des Gießvorganges aufgrund des Metalldruckes auf die Formhälften einwirkt (Bild 1). Die Sprenkgraft Fs ist das Produkt der beiden Faktoren Sprengfläche As und spezifischer Gießdruck pm (Nachdruck beim Druckgießen und Niederdruckgießen) und wird nach Glg. 1 wie folgt berechnet:
Glg. 1:
Die Formzuhaltekraft Fz muss größer sein als die Sprengkraft, damit die Form während des Gießens geschlossen bleibt und ein Aufdrücken bzw. Herausspritzen des Metalls vermieden wird und die Einhaltung der Gussstück- Maßtoleranzen gewährleistet wird. Bei der Berechnung der Formzuhaltekraft wird daher ein Sicherheitsfaktor k zur Sprengkraft zugeschlagen, der wie folgt gewählt wird:
Die Formzuhaltekraft ergibt sich somit nach Glg. 2 zu:
Glg. 2: