Erosion
Sandabspülung oft in Anschnittnähe, teilweise kombiniert mit Schlackeneinschlüssen.
Dieser Fehler kann bei allen Gusswerkstoffen, bevorzugt aber bei Eisen-Kohlenstoff-Legierungen auftreten, welche im Sandformguss hergestellt werden. Auch durch Sandkerne, unabhängig vom Formverfahren bzw. Gießverfahren, können diese Fehler entstehen.
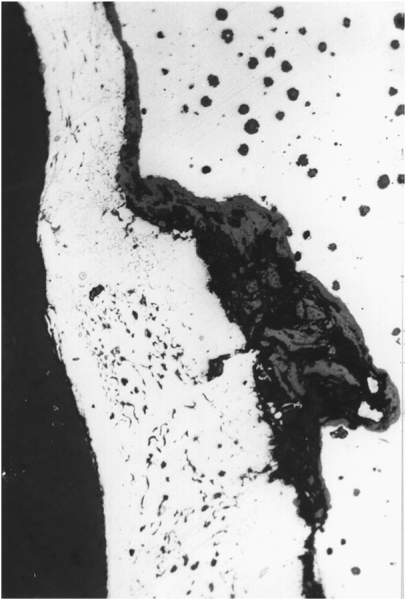
Sandeinschlüsse werden an oben in der Form liegenden Gussstückbereichen oder unter Kernvorsprüngen sichtbar und sind oft schwer zu diagnostizieren, da sie schlecht lokal zuzuordnen sind. Sie sind mit freiem Auge an der Gussteiloberfläche oder auch erst nach der Bearbeitung sichtbar (Bilder 1 bis 3).
S&B Industrial Minerals, Marl, Deutschland stellt fest: Bei ungenügender Einbindung der Sandkörner durch Bentonit werden Sandpartikel beim Überströmen abgelöst. Der Fehler tritt vor allem bei Formen auf, die schnell austrocknen (hohe Sandtemperaturen), schlecht aufbereitet sind, zu geringe Wassermengen oder zu wenig Bentonit enthalten. Der Fehler wird in Anschnittsnähe bei schnellen und langen Gießzeiten häufiger beobachtet.
Erosionsfehler treten bei langen Standzeiten von nicht abgegossenen Formen durch Verluste der Feuchtigkeit auf. Der Fehler hat sich seit der Einführung moderner Hochdruckformanlagen verstärkt, da an den Anlagen mit Sanden niedriger Verdichtung gearbeitet wird.
Der vorliegende Binder ist nicht in der Lage, die Quarzkörner in der Formoberfläche zu halten. Sie werden ausgespült und in entfernten Teilen des Gussstücks eingelagert.
Die Erosionsneigung eines bentonitgebundenen Farmsandes hängt vor allem vom Bindergeholt, der Binderqualität, dem Aufschluss des Bentonits sowie der Neigung des Formsandes auszutrocknen ab.
Sinkt der Bentonitgehalt bei gleicher Verdichtbarkeit der Formsande, steigt die Erosionsneigung. Das Ausspülen der Sandkörner aus der Formoberfläche hängt von den Kohäsionskräften ab, die durch das Messen der Grünzugfestigkeit ermittelt werden können. Höher montmorillonithaltige Bentonite hoben einen geringeren Gehalt an Inertstoffen. Dies führt im Formsand zu einer höheren Grünzugfestigkeit / % Bentonit und zu einem Absinken der Erosionsgefahr.
Häufig wird bei Erosionsfehlern mit Sanden zu geringer Verdichtbarkeit gearbeitet. Schon geringe Verluste an Wasserdampf führen dann zu Formoberflächen, in denen die Quarzkornbindung nicht ausreichend ist.
Levelink empfiehlt bei Erosionserscheinungen eine Erhöhung des Schlämmstoffgehaltes und den Einsatz feinerer Sande. Der Einsatz feinerer Sande führt nach Messungen der S&B Industrial Minerals, Marl, Deutschland zu einer erheblichen Verminderung der Wasserdampfverluste an der Formoberfläche und wirkt damit dem Verlust an Bindekraft entgegen. Ähnlich wirkt der Einsatz von prozesskohlensfoffhaltigen Kohlenstoffträgern und Bentoniten. Es kommt beim Formen zu einer höheren und gleichmäßigeren Packungsdichte der Sandkörner. Die Wasserverdampfung sinkt erheblich ab.
Weiterführende Stichworte:
Formerosion (Erosion bei metallischen Dauerformen)