Formfüllzeit
Zeit, die eine in den Formhohlraum einströmende Schmelze benötigt, um diesen vollständig zu füllen.
Zur rechnerischen Auslegung eine Gießsystems, d.h. der Bemessung von Einguss, Lauf, Kanälen und Anschnitten (s. Einguss-Lauf-Anschnittsystem) ist die Kenntnis der Formfüllzeit notwendig. In der Praxis hat sich heraus gestellt, dass vergleichbare Gussstücke unter annähernd gleichen Bedingungen durchaus mit unterschiedlichen Formfüllzeiten fehlerfrei herstellbar sind.
Es gibt daher eine optimale Formfüllzeit innerhalb eines tolerierbaren Intervalles, dass von einer minimalen und maximalen Füllzeit begrenzt wird (Grenzfüllzeiten). Werden die Grenzfüllzeiten unter- oder überschritten, so steigt die Wahrscheinlichkeit des Auftretens gießtechnisch bedingter Fehler.
Die Formfüllzeiten lassen sich rechnerisch bestimmen und wurden vielfach und für unterschiedliche Legierungen und Gussteile auch empirisch ermittelt. Im Allgemeinen verwendet man in der Praxis eine mittlere Formfüllzeit bzw. Gießgeschwindigkeit.
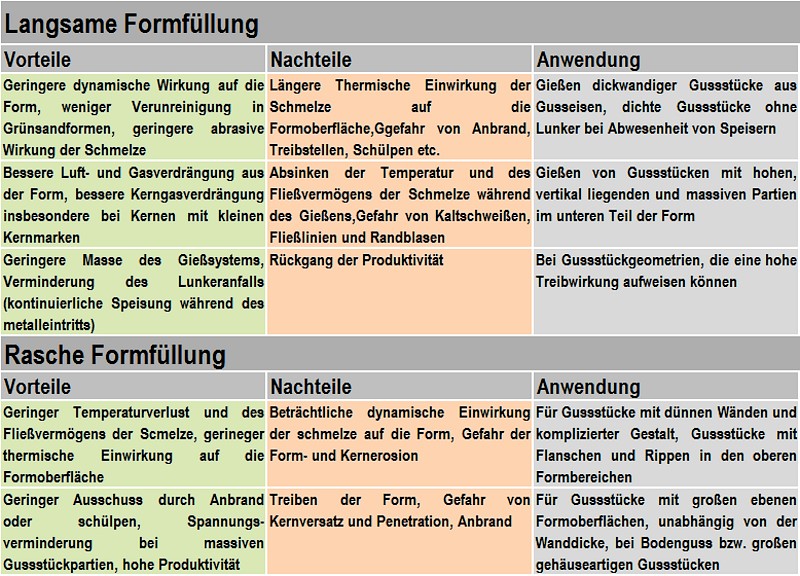
Für Sandguss gibt Tabelle 1 eine Übersicht über die Vor- und Nachteile einer langsamen bzw. raschen Formfüllung.
Weiterführende Stichworte:
Formfüllzeit beim Druckgießen
Anschnittgeschwindigkeit
Gießzeitdiagramm