Formfüllzeit beim Druckgießen
Jene Zeit, innerhalb welcher der Druckgießform-Hohlraum mit Schmelze gefüllt ist.
Die Voraussetzung zur Erzielung von Druckgussteilen mit hoher Qualität besteht in der Forderung, dass die Schmelze den Formhohlraum vollständig füllt, bevor sie erstarrt bzw. einen zu hohen Anteil an fester Phase aufweist. Zu lange Formfüllzeit und niedrige Strömungsgeschwindigkeit beim Druckgießen führen zu vorzeitiger Erstarrung des Gussstückes und ein unvollständiger Guss bzw. Kaltfließstellen (s. Kaltlauf) und Fließlinien (Fließfiguren) sind die Folge.
Zu geringe Formfüllzeiten verbunden mit hohen Strömungsgeschwindigkeiten der Schmelze können zu Formerosion, zum Anschweißen der Schmelze an den Formwänden und zu vermehrten Lufteinschlüssen führen. Zudem kommt es zur Ausbildung einer hohen dynamischen Druckspitze am Ende der Formfüllung, die ebenfalls bei dauerhaftem, zyklischem Auftreten die Druckgießform und die Schließeinheit schädigen können bzw. zu Maßproblemen durch Gratbildung führen. Aus diesen Forderungen und Randbedingungen müssen nun verlässliche Gießzeiten für die Formfüllung abgeleitet werden.
Die zu einer vollständigen und fehlerfreien Formfüllung notwendige Strömungsgeschwindigkeit richtet sich nach vielen Faktoren. Für die die Strömungsgeschwindigkeit im Anschnitt (Anschnittgeschwindigkeit vA) gelten praxisübliche Normalbereiche von
- 25 bis 70 m/s für Aluminiumlegierungen,
- 30 bis 45 m/s für Messing,
- 30 bis 50 m/s für Zinklegierungen,
- 40 bis 100 m/s für Magnesiumlegierungen.
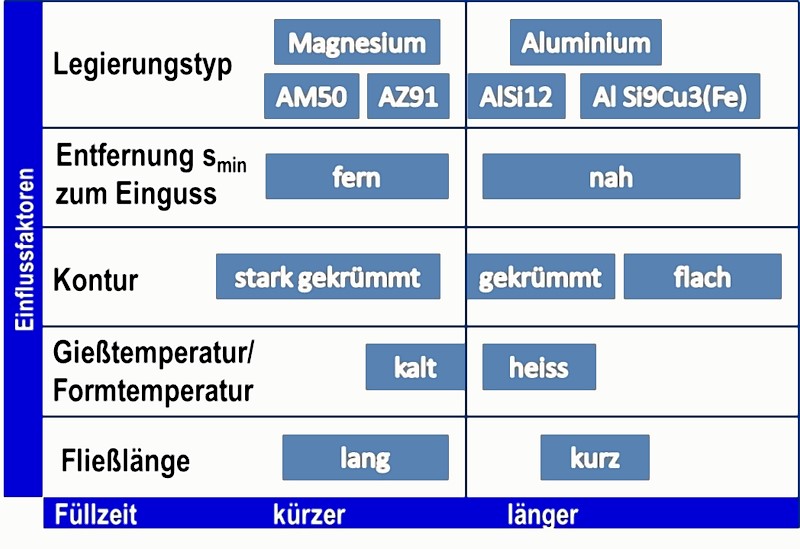
Die niedrigeren Werte gelten für relativ dickwandige, die höheren Werte für dünnwandige Gussstücke. Die wichtigsten Einflussfaktoren sind in Bild 1 angeführt.
Die optimale Gießzeit ist abhängig von vielen Faktoren und zwar werden als wichtigste Einflüsse genannt:
- Art der Legierung
- Mittlere Gussstückwanddicke sm
- Geometrischen Ausbildung des Formhohlraumes (d. h. der Formwiderstand)
- Schmelzetemperatur bzw. Anteil an fester Phase in der Schmelze beim Gießen
- Formtemperatur
- Maximale Fließlänge im Formhohlraum
Als eine der wichtigsten Parameter gilt die mittlere Wandstärke des Gussteiles. Bei relativ dickwandigen Gussstücken (z. B. Getriebe- oder Kurbelgehäuse) werden die Strömungsgeschwindigkeiten eher an der unteren Grenze und bei sehr dünnwandigen Gussteilen (z. B. Laptop-Gehäuse, dünnflächige Gussteile) an der Obergrenze gewählt. Die Gießzeit zum Füllen des Formhohlraumes lässt sich dann nach folgender Glg. 1 berechnen:
Glg. 1:
Hierin bedeuten:
t = Gießzeit in s
V = Gussstückvolumen in m3
AA = Anschnittquerschnitt in m2
vA = Strömungsgeschwindigkeit im Anschnitt in m/sIn praxisüblicheren Dimensionen, wobei die Formfüllzeit t in ms berechnet wird, lautet die Gleichung:
Glg. 2:
Für vA gilt Glg. 1 damit ergibt sich die Gießzeit dann nach Glg. 3 wie folgt:
Glg. 3:
Rechnet man anstelle des Gussstückvolumens mit der Gussstückmasse m, so ist V = m/ρl und die Formfüllzeit t:
Glg. 4:
In der Praxis orientiert man sich vielfach an Gießzeitdiagrammen und Gießzeittabellen, wobei vor allem die mittlere Gussstückwanddicke und die verwendete Legierung in die Ermittlung eingeflossen sind.
Weiterführende Stichworte:
Formfüllzeit
Gießzeitdiagramm
Strömungsgeschwindigkeit beim Druckgießen