Formstoffsensor
Messeinrichtung, welche die Qualität der auf Formanlagen hergestellten Formen kontinuierlich misst, wobei die unterschiedlichen Verdichtungsverfahren berücksichtigt werden.
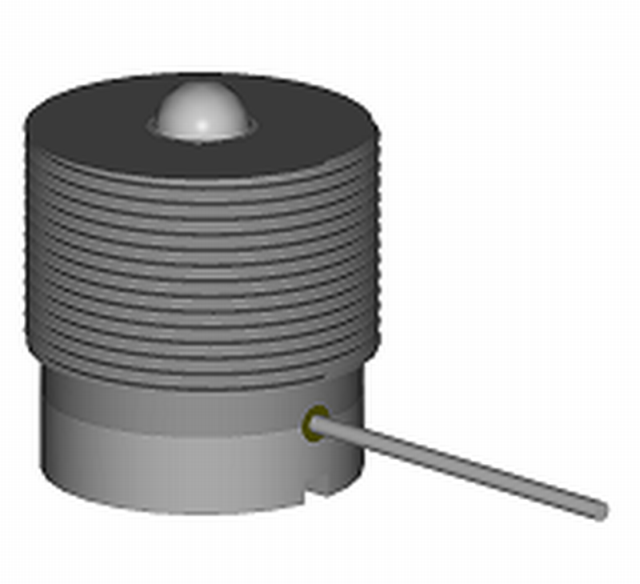
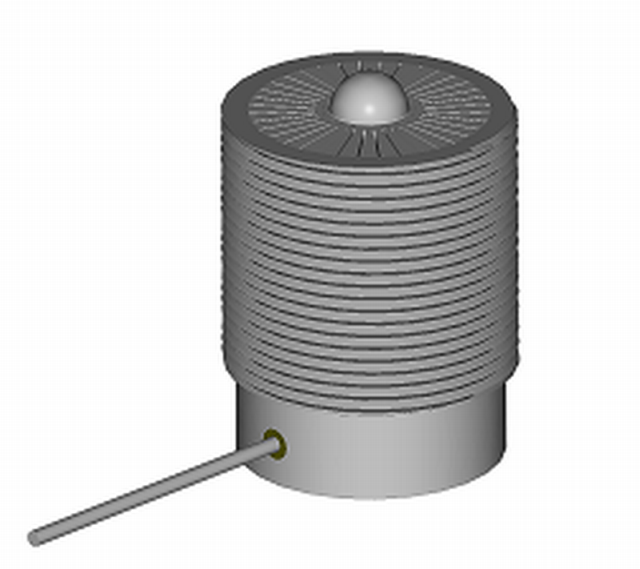
Es wurden Sensoren SP-P (Bild 1) und LP-I (Bild 2) entwickelt, konstruiert und gebaut.
Der erstgenannte SP-P ist in seinen Abmessungen sehr klein gehalten (25 mm Durchmesser und 22 mm Höhe), um einen Einbau in die Modellplatte von DISAMATIC-Formanlagen zu ermöglichen. Er ist für die Verdichtungsverfahren: Pressen und Schieß-Pressen vorgesehen. Der Sensor LP-I ist etwas größer und zeichnet sich dadurch aus, dass die beim Luftstrom-Press- oder Impulsverfahren voreilende Luftdruckwelle im Sensor kompensiert wird, so dass der Prüfstift nur durch die Bewegung (Verdichtung) des Formstoffs ein Signal abgibt. Deshalb sind auf der Oberfläche Schlitzdüsen (Bild 2) angeordnet, durch die die Luft einen Ausgleichskolben beaufschlagt. Im Inneren besteht der Sensor aus einem beweglichen Stift, dessen oberes Ende als Halbkugel ausgeführt ist und der sich auf einer Feder abstützt. Bei Druck auf die halbkugelförmige Spitze kommt der Stift in Bewegung und gibt eine Kraft auf die Feder ab. Die Feder drückt auf eine Druckmessdose, die ein elektrisches Signal auslöst, das über entsprechende Wandler und Messsoftware auf einem Computer zur Anzeige gebracht wird.
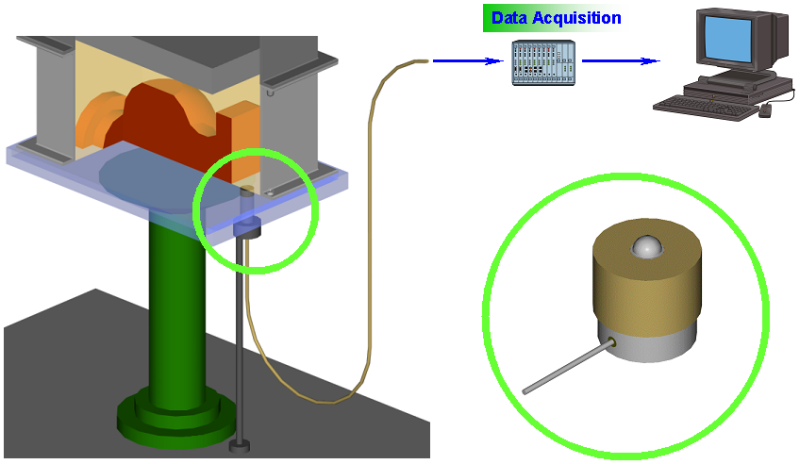
Da dieses Signal von der Verdichtbarkeit des Formstoffs abhängt, muss der Sensor entsprechend auf den jeweiligen Formstoff kalibriert werden. Die Installation des Sensors zur Durchführung der Messung kann dem Bild 3 entnommen werden, wobei in Abhängigkeit von der zu prüfenden Stelle eine Platzierung des Sensors auch auf der Modellfläche oder auch an seitlichen Modellpartien möglich ist.
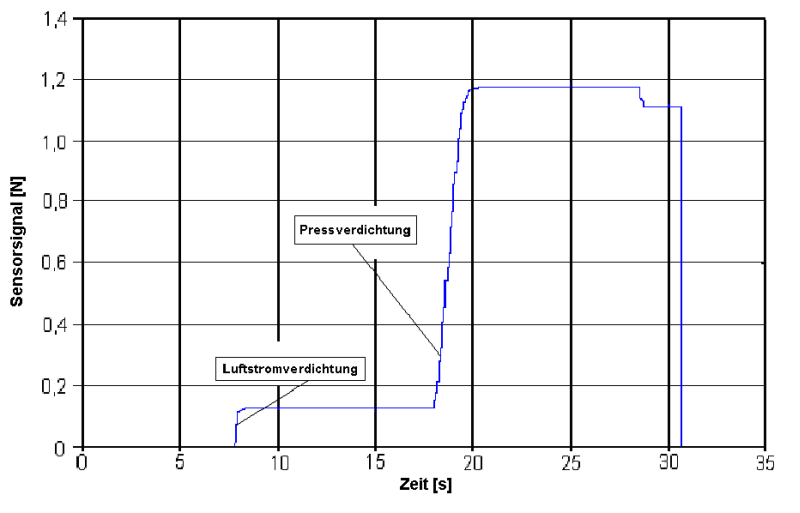
In Bild 4 ist eine typische Kurve eines Verdichtungsvorgangs bei einer zweistufigen Verdichtung (Luftstrom- und Pressverdichtung) des Formstoffs dargestellt.
Wichtig ist dabei hervorzuheben, dass obwohl der Sensor eine Bewegung ausführt, er nicht auf einem induktiven Messsystem beruht, sondern mit ihm der tatsächliche Spannungszustand des Formstoffs an der Messstelle gemessen wird. Durch die Kalibrierung können damit die Dichtewerte und über entsprechend vorher aufgestellt Abhängigkeiten auch die Grüneigenschaften des Formstoffs ermittelt werden.
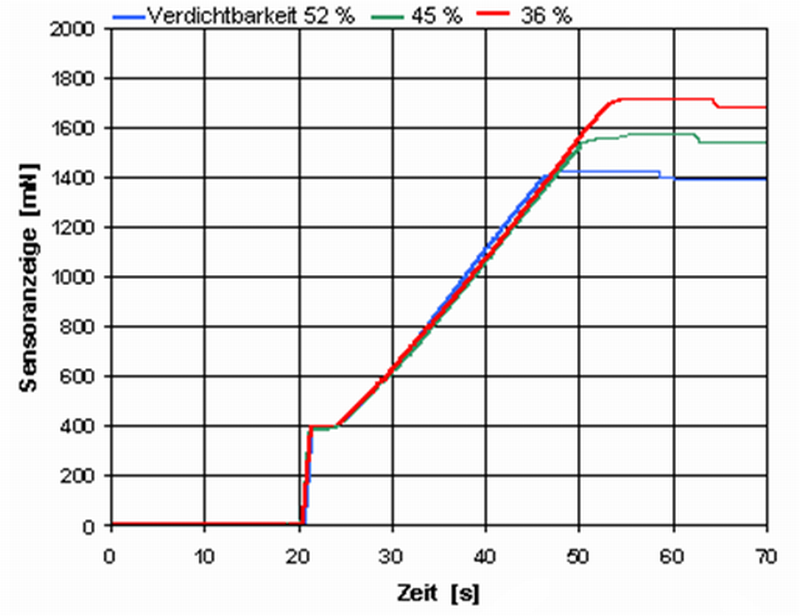
Der Zusammenhang der Sensoranzeige von der Dichte ist linear, wobei aber in Abhängigkeit von der Formstoffverdichtbarkeit der Startpunkt, die sogenannte Startdichte, variiert. Wie sich die Verdichtbarkeit auf die Anzeige des Sensors auswirkt, kann man in Bild 5 erkennen. Eine geringere Verdichtbarkeit führt bei gleichem Pressdruck zu einer höheren Dichte.